Основы эффективного программирования
Подпрограмма
Язык
G- и М-кодов, как и любой другой язык
программирования, позволяет работать
с подпрограммами и совершать переходы.
Посредством функции подпрограммы
основная (главная) управляющая программа
может вызывать из памяти другую программу
(подпрограмму) и выполнить ее определенное
число раз. Если УП содержит часто
повторяемое действие или работает по
определенному шаблону, то использование
подпрограмм позволяет упростить
программу обработки и сделать ее гораздо
меньшей в размере.
Существуют
два вида подпрограмм – внутренние и
внешние. Внутренние
подпрограммы вызываются
при помощи кода М97 и содержатся внутри
главной программы. То есть они находятся
в одном файле. Внешние
подпрограммывызываются
кодом М98 и не содержатся в теле главной
программы. В этом случае главная программа
и подпрограмма находятся в разных
файлах.

Рис.
10.1. Схема внутренней подпрограммы
Внутренняя
подпрограмма выполняется, когда СЧПУ
встречает код М97. При этом адрес Р
указывает на номер кадра, к которому
нужно перейти, то есть туда, где начинается
внутренняя подпрограмма. Когда СЧПУ
находит кадр с кодом окончания подпрограммы
М99, то выполнение внутренней
подпрограммызавершается и управление
передается кадру главной программы,
следующему за кадром, вызвавшим
завершенную подпрограмму.

Рис.
10.2. Схема внешней подпрограммы
Внешние
подпрограммы работают похожим образом.
Когда в главной программе встречается
кадр с кодом М98, то вызывается подпрограмма
с номером, установленным при помощи
Р-адреса. При нахождении кода М99 управление
возвращается главной программе, то есть
выполняется кадр главной программы,
следующий за кадром с М98. Учтите, что
внешняя подпрограмма находится в
отдельном файле. По сути, внешняя
подпрограмма – это отдельная программа
с индивидуальным номером, которая при
желании может быть выполнена независимо
от главной программы. Для вызова
подпрограммы необходимо, чтобы она
находилась в памяти СЧПУ.
Пример
УП с внутренней подпрограммой:
|
% O1023 N10 N20 N30 N40 N50 N60 N70 N80 N90 N200 N210 N220 M230 % |
Программа Строка Вызов Компенсация Включение Позиционирование Позиционирование Вызов Выключение Окончание Начало … … Конец |
При
помощи L-адреса определяется, сколько
раз нужно вызвать ту или иную подпрограмму.
Если подпрограмму нужно вызвать всего
один раз, то L в кадре можно не указывать.
М98
Р1000 L4 – подпрограмма будет вызвана 4
раза.
Большим
преимуществом от использования
подпрограмм является возможность
удобной и эффективной работы с программными
массивами и шаблонами. Например, для
обработки детали, изображенной на рис.
11.3, мы создадим главную программу и
подпрограмму, и вы увидите, насколько
удобнее и проще будет работать в этом
случае.
Итак,
на рис. 10.3 изображена деталь с 4 группами
отверстий диаметром 3 мм. Нулевой точкой
является верхний левый угол детали.
Сначала создадим главную программу,
которая будет позиционировать инструмент
к каждой группе отверстий. Затем напишем
подпрограмму, необходимую для сверления
4 отверстий в одной группе. Учтите, что
в подпрограмме используются относительные
координаты, а смена инструмента и
основные команды находятся в главной
программе.

Рис.
10.3. Использование подпрограмм при
обработке повторяющихся элементов
позволяет уменьшить размер программы
|
Главная |
Пояснение |
|
% O0001 N10 N20 N30 N40 N50 N60 N70 N70 N80 N90 N100 N110 N120 N130 N140 N150 % |
Программа Строка Вызов Компенсация Включение Позиционирование Подвод Вызов Позиционирование Вызов Позиционирование Вызов Позиционирование Вызов Отвод Останов Конец |
|
Подпрограмма |
Пояснение |
|
% O1000 N10 N20 N30 N40 N50 N60 N70 N80 % |
Подпрограмма Режим Цикл Координаты Координаты Координаты Отмена Режим Возврат |
Обе
эти программы необходимо передать в
СЧПУ, оператор станка должен вызвать
программу О0001 и запустить ее. Главная
программа работает с абсолютными
координатами и перемещает инструмент
последовательно в центр каждой из
четырех групп отверстий. Когда СЧПУ
встречает кадр с М98 Р1000, то происходит
передача управления подпрограмме с
номером 01000. В этот момент инструмент
уже находится в центре группы отверстий.
Переключаемся в режим относительного
(инкрементального) программирования и
используем постоянный цикл сверления.
После завершения сверления четырех
отверстий одной группы выключаем цикл
сверления командой G80 и переходим в
режим абсолютных координат G90, для того
чтобы правильно выполнить позиционирование
в главной программе. Код М99 передает
управление кадру главной программы,
который следует за кадром, вызвавшим
эту подпрограмму. Затем инструмент
перемещается в центр следующей группы
отверстий, и снова вызывается подпрограмма
01000. И так далее, пока не просверлим все
отверстия и СЧПУ не прочтет код завершения
программы М30.
Если
бы мы создавали обычную программу
обработки, то ее размер был бы значительно
больше, так как пришлось бы указывать
координаты всех 16 отверстий. Работая в
таком формате, легче производить
изменения. Например, если из менится
диаметр окружности, на которой находятся
отверстия группы, то в случае работы с
подпрограммой достаточно пересчитать
координаты центров четырех отверстий
только в подпрограмме.
Из
главной программы можно вызвать несколько
различных подпрограмм. Более того, из
каждой подпрограммы можно вызвать
несколько других подпрограмм. Системы
ЧПУ могут накладывать ограничения на
вложенность и количество выполняемых
подпрограмм, поэтому внимательно
прочитайте документацию станка и стойки,
прежде чем начнете работать с
подпрограммами.
Работа
с осью вращения (4-ой координатой)
Нередки
случаи, когда на трехкоординатный станок
с ЧПУ дополнительно монтируют управляемый
поворотный стол (делительную головку).
Управляемый поворотный стол – это
устройство, которое способно поворачивать
закрепленную в нем деталь на требуемый
угол по определенной команде. Обычно
4-ая ось управляется при помощи адресов
А или В, а числовое значение определяет
угол поворота в градусах.

Рис.
10.4. Управляемые поворотные столы HAAS
Существуют
два варианта работы с управляемым
поворотным столом. Первый вариант –
нам просто необходимо повернуть его на
определенный угол и затем выполнить
какую-либо технологическую операцию
(индексация). Второй вариант – нужно
выполнить фрезерование одновременно
с поворотом стола. В этом случае мы имеем
синхронное линейное перемещение
исполнительного органа станка по трем
(или менее) координатам с вращением
стола. При этом СЧПУ станка должна
поддерживать данный вид интерполяции.
Для
управления поворотным столом достаточно
в кадр с линейной интерполяцией,
позиционированием или постоянным циклом
добавить адрес А (В):
-
G00
X_Y_Z_A_ – позиционирование; -
G01
X_Y_Z_A_F_ – линейная интерполяция.
Типичный
формат для работы с постоянным циклом:
G81
Х0 Y0 Z-5 А0 F45 R0.5
А15
А30
А45
G80
Программирование
4-ой оси не должно вызвать у вас особых
трудностей. Прос то нужно учесть несколько
технических особенностей при работе с
управляемым поворотным столом. Во-первых,
поворотный стол может вращаться как в
положительном, так и в отрицательном
направлении. Направление вращения и
соответствующий знак определяются по
правилу правой руки. Во-вторых, поворот
стола может быть запрограммирован как
в абсолютных, так и в относительных
координатах. В-третьих, у многих станков
существует ограничение на числовое
значение угла поворота. Например, вам
нужно повернуть стол на 400°, а СЧПУ
позволяет указывать угол не более 360°.
Придется запрограммировать дополнительный
кадр с углом в 40° относительно предыдущего
положения стола. Ну и напоследок учтите,
что чем дальше мы удалимся от центра
вращения, тем большей будет ошибка
линейного перемещения.
Следующие
примеры помогут вам понять, как
программируется дополнительная ось
вращения. В первом случае необходимо
просверлить отверстия на периферии
диска. Во втором случае нужно получить
винтовую канавку на поверхности вала,
используя одновременное линейное
перемещение фрезы и вращение поворотного
стола.

Рис.
10.5. Требуется просверлить 4 отверстия
на периферии диска, закрепленного в
кулачках поворотного стола. Чтобы
просверлить такие отверстия, нужно
поворачивать стол через 90°
|
% О3000 N10 N20 N30 N40 N50 N60 N70 N80 N90 N100 N110 N120 N130 N140 % |
Программа Строка Рабочая Вызов Включение Позиционирование Позиционирование Цикл Поворот Поворот Поворот Отмена Поворот Выключение Конец |

Рис.
10.6. Необходимо получить винтовую канавку
на поверхности вала. Вал закреплен в
кулачках управляемого поворотного
стола. Самый простой способ обработки
такой канавки – расчет при помощи
CAD/САМ-системы
|
% O0001 N100 N102 N104 N106 N108 N110 N112 N234 N236 N238 N240 N242 % |
Параметрическое
программирование
Одним
из самых интересных и эффективных
методов программирования обработки
является параметрическое программирование.
Удивительно, но большинство
технологов-программистов хоть и слышали
об этом методе, но совершенно не умеют
его использовать. В этом разделе вы
познакомитесь с теорией параметрического
программирования и коснетесь основ
макроязыка системы ЧПУ современного
станка.
Большинство
станочных систем ЧПУ имеют в своем
распоряжении специальный язык для
параметрического программирования
(макропрограммирования). Например, в
СЧПУ Fanuc этот язык называется Macro В. Если
вы хоть немного знакомы с языком
программирования Бейсик (Basic), то вы без
труда разберетесь и с Macro В. Команды и
функции именно этого языка мы рассмотрим
подробно. В обычной управляющей программе
вы указываете различные G-коды, а также
направления и величины перемещений при
помощи числовых значений. Например, G10
или Х100. Однако СЧПУ станка может делать
то же самое при помощи переменных.
Символом
переменной в Macro В является знак #.
Например, в программе можно указать
следующие выражения:
…
#1=100
#2=200
#3=#1+#2
…
Это
означает, что переменной #1 присваивается
значение 100, а переменной #2 – значение
200. Переменная #3 будет являться результатом
суммы переменной #1 и переменной #2. С
таким же успехом можно записать и G-код:
…
#25=1
G#25
…
Переменной
#1 присвоено значение 1. Тогда вторая
строка по своей сути будет обозначать
код линейной интерполяции G1. С переменными
можно производить различные арифметические
и логические операции, что позволяет
создавать «умные» программы обработки
или различные станочные циклы.
В
памяти системы ЧПУ существует область,
в которой хранятся значения переменных.
Вы можете заглянуть в эту область, если
найдете раздел памяти СЧПУ, который
обычно называется MACRO или VARIABLES. Присваивать
значения переменным можно не только
внутри программы, но и непосредственно
– вводя значения в регистры этой памяти.
Приведу несколько примеров. Можно
составить такую программу:
#1=25
#2=30
#3=#2+#1
В
этом случае значения присваиваются
переменным внутри программы. Чтобы в
будущем изменить числовые значения
переменных #1 и #2, придется отредактировать
программу.
Можно
реализовать более удобный вариант,
который позволит изменять значения
переменных в любой момент, не прибегая
к изменению самой программы:
#3=#2+#1
Как
видите, переменным #1 и #2 в программе не
присвоено никаких значений. Оператор
станка может войти в область переменных
MACRO и ввести любое числовое значение
для любой переменной.
|
№ переменной |
Значение |
|
0 1 2 3 4 … 700 701 … |
0 10 12 0 0 0 0 |
После
того как оператор станка присвоил
переменной #1 значение 10, а переменной
#2 значение 12 и выполнил программу,
значение переменной #3 станет равным
22.
|
№ переменной |
Значение |
|
0 1 2 3 4 … 700 701 … |
0 10 12 22 0 0 0 |
Все
переменные системы ЧПУ можно условно
разделить на 4 типа:
-
нулевые;
-
локальные;
-
общие;
-
системные.
Локальные
переменные могут
быть использованы внутри макросов для
хранения данных. При выключении
электропитания локальные переменные
обнуляются. У большинства станков с
СЧПУ Fanuc нулевой серии локальными
являются переменные с номерами от 1 до
33.
Общие
переменные могут
работать внутри различных параметрических
программ и макросов. При выключении
электропитания некоторые общие переменные
обнуляются, а некоторые сохраняют свои
значения. У большинства станков с СЧПУ
Fanuc нулевой серии общими являются
переменные с номерами от 100 до 999.
Системные
переменные используются
для чтения и записи различной системной
информации – данных о позиции инструмента,
величинах компенсации, времени и др.
Номера системных переменных для Fanuc
нулевой серии начинаются с 1000.
Нулевые
переменные всегда
равны нулю.
Для
выполнения арифметических и логических
операций язык Macro В предоставляет набор
команд и операторов.
Таблица
10.1. Основные арифметические и логические
команды
|
Функции |
Формат |
|
Равенство Сложение Вычитание Умножение Деление Синус Косинус Тангенс Арктангенс Квадратный Абсолютное значение Округление ИЛИ И (AND) |
#a=#b #c=#a+#b #c=#a-#b #c=#a*#b #c=#a/#b #c=SIN[#b] #c=COS[#b] #c=TAN[#b] #c=ATAN[#b] #c=SQRT[#b] #c=ABS[#b] #c=ROUND[#b] #c=#a #c=#a AND #b |
Для
управления переменными и для выполнения
различных логических операций служат
макрокоманды. Макрокоманды языка Macro В
похожи на команды Бейсика.
Команда
безусловного перехода GOTO предназначена
для передачи управления определенному
кадру программы. Формат команды следующий:
-
GOTO
N – безусловный переход к кадру N; -
GOTO
#A – безусловный переход к кадру,
установленному переменной #A.
Пример:
…
N10
G01 X100
N20 G01 X-100
N30 GOTO 10
…
После
выполнения кадра N30 система ЧПУ переходит
к кадру N10. Затем снова работает с кадрами
N20 и N30 – получается бесконечный цикл.
Команда
условия IF позволяет
выполнять различные действия с условием.
После IF указывается некоторое выражение.
Если это выражение оказывается
справедливым, то выполняется команда
(например, команда безусловного перехода),
находящаяся в кадре с IF. Если выражение
оказывается несправедливым, то команда,
находящаяся в кадре с IF, не выполняется,
а управление передается следующему
кадру.
Формат
команды следующий:
IF
[#a GT #b] GOTO N
Пример:
…
#1=100
#2=80
N10
G01 X200
N20 IF [#1 GT #2] GOTO 40
N30 G01 X300
N40
M30
…
В
начале программного примера переменным
#1 и #2 присваиваются значения 100 и 80
соответственно. В кадре N20 происходит
проверка условия. Если значение переменной
#1 больше значения переменной #2, то
выполняется команда перехода GOTO к кадру
окончания программы N40. В нашем случае
выражение считается справедливым, так
как 100 больше, чем 80. В результате после
выполнения кадра N10 происходит переход
к кадру N40, то есть кадр N30 не выполняется.
В
этой же программе можно изменить значения
переменных:
#1=100
#2=120
N10
G01 Х200
N20
IF [#1 GT #2] GOTO 40
N30 G01 Х300
N40M30
Во
втором случае условие в кадре N20 не будет
справедливым, так как 100 не больше, чем
120. В результате после выполнения кадра
N10 не происходит переход к кадру N40, то
есть кадр N30 выполняется как обычно.
В
выражении [#1 GT #2] используются операторы
сравнения. В табл. 10.2 сведены операторы
для сравнения переменных языка Macro В.
Таблица
10.2. Операторы сравнения
|
Оператор |
Смысл |
|
EQ NE GT GE LT LE |
Равно Не равно Больше (>) Больше Меньше (<) Меньше или |
Команда
WHILE позволяет
повторять различные действия с условием.
Пока указанное выражение считается
справедливым, происходит выполнение
части программы, ограниченной командами
DO и END. Если выражение не справедливо,
то управление передается кадру, следующему
за END.
|
% О1000 #1=0 #2=1 WHILE #1=#1+#2 #2=#2+1 END M30 % |
Макропрограммой называется
программа, которая находится в памяти
СЧПУ и содержит различные макрокоманды.
Макропрограмму можно вызывать из обычной
программы с помощью G-кода, аналогично
постоянным циклам. При вызове макропрограммы
существует возможность прямой передачи
значений для переменных макропрограммы.
Команда
G65 предназначена для немодального вызова
макропрограммы. Формат для этой команды
следующий:
G65
P_L_A_B_
где
G65 – команда вызова макропрограммы; Р_
– номер вызываемой макропрограммы; L_
– число повторений макропрограммы; А_
и В_ – адреса и значения локальных
переменных.
Пример:
G65
Р9010 L2 А121 В303 – макропрограмма 9010
вызывается 2 раза, соответствующим
локальным переменным присваиваются
значения 121 и 303.
Необходимо
знать, какой локальной переменной
присваивается значение с помощью того
или иного адреса. Например, для СЧПУ
Fanuc 0-MD будут справедливы следующие
зависимости:
Таблица
10.3. Соответствие адресов локальным
переменным
|
Адрес |
Переменная |
|
A B C D E F H I J K M Q R S T U V W X Y Z |
#1 #2 #3 #7 #8 #9 #11 #4 #5 #6 #13 #17 #18 #19 #20 #21 #22 #23 #24 #25 #26 |
Теперь
можно приступить к созданию несложной,
но очень полезной параметрической
программы. Довольно часто возникает
необходимость в обработке нескольких
отверстий, находящихся на некотором
радиусе и следующих через определенный
угол (рис. 10.7). Чтобы освободить программиста
от утомительного переделывания программы
в случае изменения радиуса, угла или
количества отверстий, создадим такую
программу обработки, которая позволит
оператору вводить значения радиуса и
угла и выполнять операцию сверления по
окружности с любыми размерами.
Для
сверления отверстий будем использовать
стандартный цикл G81. Угол, на котором
находятся отверстия, отсчитывается от
оси X против часовой стрелки (положительный
угол).
Необходимо
задать:
-
радиус
окружности, на которой находятся
отверстия; -
начальный
угол (угол, на котором находится первое
отверстие); -
относительный
угол (угол, через который следуют
остальные отверстия); -
общее
количество отверстий.
Все
эти данные должны быть представлены в
параметрическом виде, то есть при помощи
переменных.
Пусть
#100=
радиус окружности, на которой находятся
отверстия;
#101= начальный угол;
#102=
относительный угол;
#103= общее количество
отверстий.

Рис.
10.7. Создадим параметрическую программу
для обработки детали с неизвестными
размерами
Для
того чтобы создать параметрическую
программу, необходимо придумать алгоритм,
позволяющий изменять поведение программы
обработки в зависимости от значений
указанных переменных. В нашем случае
основой УП является стандартный цикл
сверления G81. Остается найти закон, по
которому описываются координаты центров
отверстий при любых первоначальных
значениях радиуса, углов и произвольном
количестве отверстий.
%
О2000
N10
G21 G90 G80 G54 G40 G49 G00
N20 G17
Первые
кадры программы будут стандартными.
Это номер программы, строка безопасности
и код G17 выбора плоскости XY.
N30
G16
Так
как координаты центров отверстий
задаются с помощью радиуса и угла, то
есть в полярной системе координат, то
в кадре N30 укажем код G16.
Далее
следуют вызов инструмента (сверла),
компенсация его длины и включение
оборотов шпинделя.
N40
Т1
М6
N45
G43 HI Z100
N50 S1000 M03
#120=0
В
кадр N60 поставим цикл сверления G81 и
координаты центра первого отверстия.
Как вы помните, в случае работы с полярными
координатами X обозначает радиус, a Y
определяет угол. Значения радиуса и
начального угла известны, они
устанавливаются переменными #100 (радиус)
и #101 (начальный угол). Вводится некоторая
переменная #120 с нулевым значением. Эта
переменная представляет собой счетчик.
Чуть позже вы поймете назначение данной
переменной.
N60
G98 G81 Х#100 Y#101 Z-5 R0.5 F50
Переменная
#103 отвечает за общее количество отверстий.
Так как первое отверстие мы уже
просверлили, то уменьшим #103 на 1. Таким
образом, кадр N70 обеспечивает подсчет
оставшихся отверстий. А кадр N75 увеличивает
значение переменной #120 на 1.
N70
#103=#103-1
N75 #120=#120+1
Если
количество отверстий, которые осталось
просверлить, равно нулю, то следует
отменить цикл сверления, выключить
обороты шпинделя и завершить программу.
N80
IF [#103 EQ 0] GOTO 120
В
кадре N80 происходит сравнение значения
переменной #103 с нулем. Если переменная
#103 равна нулю, то управление передается
кадру N120 в конце программы. Если же
переменная #103 не равна нулю, то выполняется
следующий кадр.
N90
#130=#102*#120
N95#110=#101+#130
Кадр
N90 предназначен для определения углового
приращения. Новая переменная #110 является
суммой #101 (начального угла) и #130 (углового
приращения). Кадр N95 обеспечивает расчет
угла последующего отверстия.
Затем
указывается новый угол для сверления,
и управление передается кадру N70.
N100
Y#110
N110 GOTO 70
При
помощи кадра N70 образуется замкнутый
цикл, который обеспечивает расчет
координат центров отверстий и сверление
до тех пор, пока значение переменной
#103 не будет равно нулю. Если значение
#103 станет равным нулю, то управление
будет передано кадру N120.
N120
G80
N125 М05
N130 G15
N140 М30
%
Заключительные
кадры программы предназначены для
отмены постоянного цикла (G80), выключения
оборотов шпинделя (М05), выключения режима
полярных координат (G15) и завершения
программы (М30).
|
% О2000 N10 N20 N30 N40 N45 N50 #120=0 N60 N70 N75 N80 N90 N95 N100 N110 N120 N125 N130 N140 % |
Любая
параметрическая программа должна быть
тщательно проверена, прежде чем она
попадет на станок. Скорее всего, у вас
не получится проверить такую программу
при помощи редактора УП и бэкплота, так
как в ней присутствуют переменные. Самая
надежная проверка в данном случае –
это подстановка значений для входных
переменных и «раскручивание» алгоритма
уже с конкретными числами.
Предположим,
что оператор станка получил чертеж
детали (рис. 10.8) для обработки отверстий.
Он должен установить нулевую точку G54
в центр детали, замерить длину сверла
и установить его в шпиндель. Затем
следует войти в область переменных
MACRO и ввести следующие числовые значения:
|
№ переменной |
Значение |
|
… 100 101 102 103 104 105 … |
… 12.5 45 20 4 0 0 … |

Рис.
10.8. Вместо переменных на чертеже стоят
конкретные размеры и известно количество
отверстий
Для
проверки созданной параметрической
программы достаточно подставить
конкретные значения переменных и,
«прокручивая» алгоритм, получить обычную
программу.
|
% О2000 N10 N20 N30 N40 N45 N50 #120=0 N60 N70 N75 N80 N90 N95 N100 N70 N75 N80 N90 N95 N100 N70 N75 N80 N90 N95 N100 N70 N75 N80 N120 N125 N130 N140 % |
Эту
же программу можно записать и в привычном
виде:
|
% О2000 N10 N20 N30 N40 N45 N50 N60 N100 N100 N100 N120 N125 N130 N140 % |
Теперь
попробуем создать макропрограмму,
которая будет функционировать аналогично
постоянному циклу. Для обработки детали,
показанной на рис. 10.8, оператор станка
должен ввести и отработать следующую
команду:
G65
P9010 I12.5 A45 B20 H4
При
этом наша параметрическая программа
(с новым номером О9010) уже должна находиться
в памяти СЧПУ. Как правило, макропрограммы
имеют номера с 9000 и выше, недоступны для
свободного редактирования. Команда G65
предназначена для немодального вызова
макропрограммы. При этом адреса I, А, В,
Н в кадре с G65 передают свои числовые
значения определенным локальным
переменным. Для нахождения соответствия
адресов локальным переменным можно
воспользоваться табл. 10.3.
Можно
подстроить переменные в нашей программе,
вставив следующие строки в программу:
#100=#4
#101=#1
#102=#2
#103=#11
В
результате получаем макропрограмму:
|
% О9010 #100=#4 #101=#1 #102=#2 #103=#11 N10 N20 N30 N40 N45 N50 #120=0 N60 N70 N75 N80 N90 N95 N100 N110 N120 N125 N130 N140 % |
Хотя
созданная нами параметрическая программа
и не является оптимальной, однако она
наглядно демонстрирует широкие
возможности этого метода по созданию
эффективных УП и различных станочных
циклов
Примеры
управляющих программ
Программирование
в ISO
Пример
№1. Контурная обработка
Необходимо
создать УП для обработки наружного
контура детали (рис. 11.1) фрезой диаметром
5 мм без коррекции на радиус инструмента.
Глубина фрезерования – 4 мм. Подвод к
контуру осуществляется по прямолинейному
участку.
|
Управляющая |
Пояснение |
|
% O0001 (PROGRAM N100 G21 N102 G0 G17 G40 (FREZA D5) N104 T1 M6 |
Программа Комментарий – имя Режим ввода метрических Строка безопасности Комментарий Вызов инструмента |
|
Рис. |
|
|
N106
N108 N110 Z10. N112 G1 Z-4.
N116 X-27.5 N118 N120 G2 X-20. Y27.5 R7.5 N122 G1 N124 X27.5 Y1.036 N126 Y-20. N128 N130 G1 Z6. N132
N134 M5 N136 G91 N138 G28 X0. Y0. N140 M30 % |
Позиционирование точку траектории оборотов шпинделя Компенсация длины Позиционирование Фреза опускается до Z-4 на Линейное Линейное Перемещение Линейное Линейное Линейное Перемещение Фреза поднимается Фреза поднимается на подаче к Z100 Останов Возврат в исходную Возврат в исходную Конец программы
|

Пример
№2. Контурная обработка с коррекцией
на радиус инструмента
Необходимо
создать УП для обработки наружного
контура детали (рис. 11.2) фрезой диаметром
5 мм с коррекцией на радиус инструмента.
Глубина фрезерования – 4 мм. Подвод к
контуру осуществляется по касательной.
|
Управляющая |
Пояснение |
|
% O0002 (PROGRAM N100 G21 N102 G0 G17 G40 ( FREZA D5 ) N104 T1 M6 N106
N108 G43 N110 Z10. |
Программа Комментарий – имя Режим ввода метрических Строка безопасности Комментарий Вызов инструмента Позиционирование в точку траектории (1), оборотов шпинделя Компенсация длины Позиционирование |
|
Рис. |
|
|
N112
N114 G41 D1
N116 G3 X20. Y-25. R5.
N118 N120 Y20. N122 G2 X-20. Y25. N124 G1 X0. N126 X25. Y0. N128 N130 G2 X20. Y-25. R5. N132 G3 X15.
N134 G1 G40 Y-35.
N136 N138 G0 Z100.
N140 N142 G91 G28 Z0. N144 G28 X0. Y0. N146 % |
Фреза подаче Коррекция слева, в точку (2) Подвод к Линейное перемещение Линейное перемещение Перемещение по дуге Линейное перемещение Линейное перемещение Линейное перемещение Перемещение по дуге Отвод инструмента от по касательной к точке Линейное перемещение в точку с отменой коррекции Фреза Фреза поднимается подаче к Z100 Останов Возврат в исходную Возврат в исходную Конец программы
|

Пример
№3. Контурная обработка
Необходимо
создать УП для чистовой обработки
кармана (рис. 11.3) без коррекции на радиус
инструмента фрезой диаметром 5 мм.
Глубина фрезерования – 2 мм. Подвод к
контуру осуществляется по касательной.
|
Управляющая |
Пояснение |
|
% O0003 (PROGRAM N100 G21 N102 G0 G17 ( FREZA D5 ) N104 T1 N106 G0 G90 G54 X-2.5 Y-2.5 S1000 M3
N108
N110 Z10. N112
N114 Y-5. N116
N118 G1 X10. N120 |
Программа Комментарий – имя Режим ввода метрических Строка безопасности Комментарий Вызов инструмента Позиционирование в точку траектории (1), оборотов Компенсация длины № 1 Позиционирование Фреза опускается до Z-2 на Линейное Подвод по касательной к Линейное перемещение Перемещение по дуге |
|
Рис. |
|
|
N122 N124 G1 X-10. N126 G3 X-17.5 N128 X-10. Y-7.5 R7.5 N130 G1 N132 G3 X2.5 Y-5. R2.5
N134 N136 Z8. N138 G0 Z100.
N140 N146 M30 % |
Перемещение Линейное Перемещение Перемещение Линейное Отвод по касательной к Линейное перемещение Фреза поднимается к Фреза поднимается на Останов Конец программы
|

Пример
№4. Контурная обработка с коррекцией
на радиус инструмента
Необходимо
создать УП для чистовой обработки
кармана с коррекцией на радиус инструмента.
Глубина фрезерования – 2 мм. Подвод к
контуру осуществляется по касательной.
|
Управляющая |
Пояснение |
|
% O0004 (PROGRAM N100 G21 |
Программа Комментарий – имя Режим ввода метрических |
|
Рис. |
|
|
N102 N104 T1 M6 N106 G0
N108
N110 Z10. N112
N114 G41 D1
N116 G3 X0. Y-10. R2.5
N118 N120 G3 X20. Y0. R10. N122 X10. Y10. N124 G1 X-10. N126 G3 X-20. Y0. N128 X-10. Y-10. R10. N130 G1
N132 G3 X2.5 Y-7.5 R2.5
N134
N136 Z8. N138
N140 N146 M30 % |
Строка Вызов инструмента Позиционирование в точку траектории (1), оборотов Компенсация инструмента №1 Позиционирование Фреза опускается до Z-2 на Коррекция в точку Подвод инструмента по Линейное Перемещение Перемещение Линейное Перемещение Перемещение Линейное в точку (10) Отвод по касательной к Линейное перемещение (12) с отменой коррекции Фреза Фреза поднимается на Останов Конец программы
|

Пример
№5. Фрезерование прямоугольного кармана
Необходимо
создать УП для обработки прямоугольного
кармана фрезой диаметром 10 мм. Глубина
фрезерования – 1 мм.
|
Управляющая |
Пояснение |
|
% O0005 (PROGRAM N100 G21 N102 G0 G17 N104 T1 M6 |
Программа Комментарий – имя Режим ввода метрических Строка безопасности Вызов |
|
Рис. |
|
|
N106
N108
N110 Z10. N112
N114 Y-3.75 N116 N118 Y3.75 N120 X-13.75 N122 N124 Y-7.5 N126 X17.5 N128 N130 X-17.5 N132 X-25. Y15. N134 N136 X25. N138 Y15. N140 N142 Z9. N144 G0 Z100.
N146 N152 M30 % |
Позиционирование точку траектории оборотов Компенсация длины № 1 Позиционирование Фреза опускается до Z-1 на Линейное Линейное Линейное Линейное Линейное Линейное Линейное Линейное Линейное Линейное Линейное Линейное Линейное Линейное Фреза Фреза поднимается на Останов Конец программы
|

Пример
№6. Фрезерование круглого кармана
Необходимо
создать УП для обработки круглого
кармана фрезой диаметром 10 мм. Глубина
– 0.5 мм.
|
Управляющая |
Пояснение |
|
% O0000 (PROGRAM N100 G21 N102 G0 G17 G40 G49 |
Программа Комментарий – имя Режим ввода метрических Строка безопасности |
|
Рис. |
|
|
N104 N106 G0 G90 G54 X0. Y0. S1000 M3
N108 N110 Z10. N112 G1 Z-.5
N120 X5. F200 N122 N124 X5. R5. N126 G1 X10. N128 N130 X10. R10. N132 G1 N134 G3 X-15. R15. N136 X15. R15. N138 N140 G0 Z100.
N142 N148 M30 % |
Вызов Позиционирование траектории шпинделя Компенсация Позиционирование Фреза опускается до Z-0.5 на подаче 100 мм/мин Перемещение Круговое перемещение … Перемещение Круговое перемещение … Перемещение Круговое перемещение … Фреза Фреза поднимается подаче к Z100 Останов Конец программы
|

Программирование
для Heidenhain
Пример
№1. Контурная обработка
Необходимо
создать УП для обработки наружного
контура детали (рис. 11.1) фрезой диаметром
5 мм без коррекции на радиус инструмента.
Глубина фрезерования равна 4 мм. Подвод
к контуру осуществляется по прямолинейному
участку.
|
Управляющая |
Пояснение |
|
100 ; PROGRAM NAME – SAMP1H 102 ; FREZA D5 104 TOOL CALL 1 Z 106 L Z+100 R0 F MAX 108 L X+25 Y-27.5
112 L Z+10 F MAX 114
118 L X-27.5 120 122 CC X-20 Y+20 124 C X-20 Y+27.5 126 L X+1.0355 128 L X+27.5 130 L Y-20 132 CC X+20 Y-20 134 136 L Z+6 138 L Z+100 F подаче к Z100 142 M2 144 |
Номер Комментарий – имя Инициализация Комментарий – Вызов инструмента № 1, Позиционирование в Позиционирование в начальную траектории (1), включение Позиционирование в Фреза опускается до Z-4 на подаче 100 мм/мин Линейное Линейное Координаты Перемещение по дуге Линейное перемещение Линейное перемещение Линейное перемещение Координаты центра Перемещение по дуге в точку Фреза поднимается к Z6 Фреза подаче Завершение программы
|
Пример
№2. Контурная обработка с коррекцией
на радиус инструмента
Необходимо
создать УП для обработки наружного
контура детали (рис. 11.2) фрезой диаметром
5 мм с коррекцией на радиус инструмента.
Глубина фрезерования – 4 мм. Подвод к
контуру осуществляется по касательной.
|
Управляющая |
Пояснение |
|
100 ; PROGRAM NAME – SAMPLE2H 102 ; FREZA D5 104 TOOL CALL 1 Z 106 L Z+100 R0 F MAX 108 L X+25 Y-35
112 L Z+10 F MAX 114
116 L Y-30 RL
118 120 C X+20 Y-25 DR+
122 124 L Y+20 126 CC X-20 Y+20 128 130 L X+0 132 L X+25 134 L Y-20 136 CC X+20 Y-20 138 140 CC X+20 Y-30 142 C X+15
144 L Y-35 R0
146 148 L Z+100 F MAX
152 154 END PGM 0 MM |
Номер Комментарий – имя Инициализация Комментарий – Вызов инструмента № 1, Позиционирование в Позиционирование в начальную траектории (1), включение Позиционирование в Фреза опускается до Z-4 на подаче 100 мм/мин Коррекция в точку Координаты центра дуги Подвод к Линейное перемещение Линейное перемещение Координаты центра Перемещение по дуге в точку Линейное перемещение в точку Линейное перемещение в точку Линейное перемещение в точку Координаты центра дуги Перемещение Координаты Отвод инструмента по касательной к Линейное перемещение с отменой коррекции Фреза Фреза поднимается подаче к Завершение программы
|
Пример
№3. Сверление 7 отверстий диаметром 3 мм
и глубиной 6,5 мм с помощью постоянного
цикла Heidenhain
|
Код |
Описание |
|
00 ; PROGRAM NAME – 1 102 TOOL ; DRILL 7 HOLES 104 TOOL CALL 1 Z 106 L Z+100 R0 F MAX 108 L X+5 Y+5 R0 110 L Z+10 R0 F MAX 112 CYCL DEF Q200=10. ;SET-UP CLEARANCE ~ Q201=-6.5 Q206=45 ;FEED RATE FOR PLUNGING ~ Q202=6.5 Q210= 0 ;DWELL TIME AT TOP ~ Q203= Q204= 100 ;2ND SET-UP Q211=0. ;DWELL TIME AT DEPTH 116 118 L X+10 R0 F MAX M99 120 122 L X+20 R0 F MAX M99 124 126 L X+10 R0 F MAX M99 128 130 L Z+100 F MAX 134 136 END PGM 0 MM |
Номер Комментарий – имя Инициализация Комментарий – Вызов сверла диаметром Ускоренное перемещение к Перемещение к отверстию № Ускоренное перемещение к Цикл № 200 для сверления Исходная Глубина сверления Рабочая Приращение по глубине Время Уровень Плоскость отвода Время
Сверление Сверление отверстия Сверление отверстия № Сверление отверстия № Сверление отверстия № Сверление отверстия № Ускоренное перемещение к Конец программы
|
CAD/CAM
Методы
программирования
Существуют
три метода программирования обработки
для станков с ЧПУ:
-
ручное
программирование; -
программирование
на пульте УЧПУ; -
программирование
при помощи CAD/САМ-системы.
Прочитав
предыдущие главы, вы, наверное, заметили,
что ручное программирование является
довольно утомительным занятием. Однако
все технологи-программисты должны иметь
хорошее представление о технике ручного
программирования независимо от того,
как на самом деле они работают. Это как
начальные классы в школе, обучение в
которых дает нам базу для последующего
образования. В нашей стране существует
еще немало предприятий, на которых
используется метод ручного программирования.
Действительно, если завод имеет несколько
станков с ЧПУ, а изготавливаемые детали
просты, то грамотный программист способен
довольно успешно работать и без средств
автоматизации собственного труда.
Метод
программирования на пульте УЧПУ приобрел
особую популярность лишь в последние
годы. Это связано с техническим развитием
систем ЧПУ, улучшением их интерфейса и
возможностей. В этом случае программы
создаются и вводятся прямо на стойке
ЧПУ с использованием клавиатуры и
дисплея. Современные системы ЧПУ
действительно позволяют работать очень
эффективно. Например, оператор станка
может произвести верификацию УП или
выбрать требуемый постоянный цикл при
помощи специальных пиктограмм и вставить
его в код УП. Некоторые системы ЧПУ
предлагают диалоговый язык программирования,
который значительно упрощает процесс
создания УП, делает «общение» с ЧПУ
удобным для оператора.
Третий
метод – программирование при помощи
CAD/САМ-системы – позволяет «поднять»
процесс написания программ обработки
на более высокий уровень. Работая с
CAD/САМ-системой, технолог-программист
избавляет себя от трудоемких математических
расчетов и получает инструменты,
значительно повышающие скорость
написания УП.
Что
такое CAD и САМ?
Сегодня
для достижения успеха на рынке промышленное
предприятие вынуждено работать над
сокращением срока выпуска продукции,
снижением ее себестоимости и повышением
качества. Стремительное развитие
компьютерных и информационных технологий
привело к появлению CAD/CAM/CAE-систем,
которые являются наиболее продуктивными
инструментами для решения этих задач.
Под
CAD-системами (computer-aided design – компьютерная
поддержка проектирования) понимают
программное обеспечение, которое
автоматизирует труд инженера-конструктора
и позволяет решать задачи проектирования
изделий и оформления технической
документации при помощи персонального
компью тера.
САМ-системы
(computer-aided manufacturing – компьютерная поддержка
изготовления) автоматизируют расчеты
траекторий перемещения инструмента
для обработки на станках с ЧПУ и
обеспечивают выдачу управляющих программ
с помощью компьютера.
САЕ-системы
(computer-aided engineering – компьютерная поддержка
инженерных расчетов) предназначены для
решения различных инженерных задач,
например для расчетов конструктивной
прочности, анализа тепловых процессов,
расчетов гидравлических систем и
механизмов.
Развитие
CAD/CAM/CAE-систем продолжается уже несколько
десятилетий. За это время произошло
некоторое разделение, или, точнее,
«ранжирование» сис тем на уровни.
Появились системы верхнего, среднего
и нижнего уровней. Системы верхнего
уровня обладают огромным набором функций
и возможностей, но с ними тяжелее
работать. Системы нижнего уровня имеют
довольно ограниченные функции, но очень
просты в изучении. Системы среднего
уровня – это «золотая середина». Они
обеспечивают пользователя достаточными
для решения большинства задач
инструментами, при этом не сложны для
изучения и работы.
Общая
схема работы с CAD/САМ-системой
Этап
1. В CAD-системе создается электронный
чертеж или 3D-модель детали.
Этап
2. Электронный чертеж или 3D-модель детали
импортируется в САМ-систему.
Технолог-программист определяет
поверхности и геометрические элементы,
которые необходимо обработать, выбирает
стратегию обработки, режущий инструмент
и назначает режимы резания. Система
производит расчеты траекторий перемещения
инструмента.
Этап
3. В САМ-системе производится верификация
(визуальная проверка) созданных
траекторий. Если на этом этапе
обнаруживаются какие-либо ошибки, то
программист может легко их исправить,
вернувшись к предыдущему этапу.

Рис.
12.1. Трехмерная модель детали

Рис.
12.2. САМ-система рассчитала траекторию
Этап
4. Финальным продуктом САМ-системы
является код управляющей программы.
Этот код формируется при помощи
постпроцессора, который форматирует
УП под требования конкретного станка
и системы ЧПУ.
Виды
моделирования
Существуют
несколько вариантов геометрического
представления детали в CAD-системе. Выбор
того или иного варианта зависит от
возможностей системы и от необходимости
его применения для создания управляющей
программы. Еще не так давно основным
инструментом инженера-конструктора
был кульман. С появлением первых
персональных компьютеров началась
настоящая революция в области автоматизации
проектирования. Инженеры-конструкторы
сразу же оценили преимущества «плоских
чертилок». Даже самая простая CAD-система
для двумерного проектирования позволяет
быстро создавать различные геометрические
элементы, копировать фрагменты,
автоматически наносить штриховку и
проставлять размеры.
Основными
инструментами при плоском проектировании
являются линии, дуги и кривые. При помощи
операций продления, обрезки и соединения
геометрических элементов происходит
создание «электронного чертежа». Для
полноценной работы с плоской графикой
в САМ-системе необходима дополнительная
информация о глубине геометрии.
Каркасная
модель представляет геометрию детали
в трехмерном пространстве, описывая
положение ее контуров и граней. Каркасная
модель, в отличие от плоского электронного
чертежа, предоставляет САМ-системе
частичную информацию о глубине геометрии.
С
развитием автомобильной и авиационной
промышленности и необходимостью
аналитического описания деталей сложной
формы на ПК сформировались основные
предпосылки для перехода от плоского
к объемному моделированию.

Рис.
12.5. Электронный чертеж (2D-геометрия)

Рис.
12.6. Каркасная модель
Объемная,
или 3D-модель, предназначена для
однозначного определения геометрии
всей детали.
Системы
объемного моделирования базируются на
методах построения поверхностей и
твердотельных моделей на основе плоских
и неплоских эскизов. Эскиз, в свою
очередь, состоит из простых геометрических
элементов – линий, дуг и кривых.
Инженер-конструктор принимает в качестве
эскизов сечения, виды и осевые линии
деталей.
Поверхностная
модель очень похожа на каркасную.
Представьте себе, что между гранями
каркасной модели натянута тонкая ткань.
Это и будет поверхностной моделью. Таким
образом, любое изделие может быть
представлено в виде набора ограничивающих
поверхностей.

Рис.
12.7. Поверхностная модель
В
настоящее время поверхностные модели
широко используются для работы с
САМ-системами, особенно когда речь идет
об инструментальном производстве.
При
твердотельном способе моделирования
основными инструментами являются тела,
созданные на основе эскизов. Для
построения твердого тела используются
такие операции, как выдавливание,
вырезание и вращение эскиза. Булевы
операции позволяют складывать, вычитать
и объединять различные твердые тела
для создания 3D-модели детали. В отличие
от поверхностных моделей, твердотельная
модель не является пустой внутри. Она
обладает некоторой математической
плотностью и массой. На сегодняшний
день твердотельные модели – это самая
популярная основа для расчета траекторий
в САМ-системе.

Рис.
12.8. Твердотельная модель
Одним
из главных преимуществ этого способа
является так называемая параметризация.
Параметризация означает, что в любой
момент вы можете изменить размеры и
характеристики твердого тела, просто
изменив числовые значения соответствующих
параметров.
Современная
CAD/САМ-система должна обладать инструментами
для создания как поверхностных, так и
твердотельных моделей.

Рис.
12.3. Результат верификации траектории
Уровни
САМ-системы
САМ-система
предназначена для автоматического
создания управляющих программ на основе
геометрической информации, подготовленной
в CAD-системе. Главные преимущества,
которые получает технолог при
взаимодействии с системой, заключаются
в наглядности работы, удобстве выбора
геометрии, высокой скорости расчетов,
возможности проверки и редактирования
созданных траекторий.
Различные
САМ-системы могут отличаться друг от
друга областью применения и возможностями.
К примеру, существуют системы для
токарной, фрезерной, электроэрозионной
обработки, деревообработки и гравировки.
Несмотря на то что большинство современных
CAD/САМ-систем умеют создавать УП для
любого типа производства, такое разделение
по областям применения остается
актуальным. Если предприятию нужна
фрезерная обработка, то оно приобретает
модуль фрезерования. Если же нужна
только токарная обработка, то достаточно
приобрести токарный модуль этой же
системы. Модульность построения
САМ-систем является частью маркетинговой
политики разработчиков и позволяет
предприятию-пользователю экономить
значительные средства для приобретения
только необходимых конструкторско-технологических
возможностей.
В
свою очередь, модули системы отличаются
определенным уровнем возможностей.
Обычно для фрезерной обработки
разработчики вводят следующие уровни:
-
2.5-осевая
обработка.На этом уровне система
позволяет рассчитывать траектории для
простого двухкоординатного фрезерования
и обработки отверстий; -
трехосевая
обработка с позиционированием 4-ой
оси.На этом уровне вы сможете работать
с 3D-моделями. Система способна генерировать
УП для объемной обработки; -
многоосевая
обработка.В этом случае система
предназначена для работы с самым
современным оборудованием и способна
создавать УП для 5-осевого фрезерования
самых сложных деталей.
Чем
выше уровень модуля, тем большими
возможностями он обладает. Естественно,
что для разработки алгоритмов
5-координатной обработки требуются
большие инвестиции (как финансовые, так
и интеллектуальные), чем для разработки
алгоритмов 3-координатной обработки.
Следовательно, и стоимость модулей
будет разной. Если у вашего предприятия
нет оборудования для 5-координатной
обработки, то нет смысла приобретать
самый дорогостоящий модуль.
Геометрия
и траектория
Прежде
чем начать работу с CAD/САМ-системой, вы
должны понять, что геометрия детали,
изготовленной на станке с ЧПУ, может
отличаться от истинной геометрии
CAD-модели. Несомненно, что 3D-модель служит
базой для расчета траекторий, но готовая
деталь является результатом работы
САМ-системы и станка с ЧПУ, которые
по-своему интерпретируют исходную
геометрическую информацию.
Возьмем
эллипс, который может быть создан в
любой CAD-системе очень просто – достаточно
пары кликов мышкой. Однако станок с ЧПУ
не способен напрямую описать эллипс,
ведь он умеет перемещать инструмент
только по прямой или дуге. САМ-система
знает это и решает возникшую проблему
при помощи аппроксимации эллипса прямыми
линиями с определенной точностью. В
результате траекторию эллипса можно
получить и на станке с ЧПУ, но уже при
помощи линейной интерполяции.

Рис.
12.9. Эллипс легко построить в любой
CAD-системе
Программист
сам устанавливает ограничивающую зону
для аппроксимации, то есть определяет,
с какой точностью нужно «приблизиться»
к исходной геометрии. Чем выше задана
точность, тем больше будет произведено
отдельных сегментов и тем больший размер
будет иметь программа обработки. Особенно
ярко этот эффект проявляется при
обработке 3D-моделей.

Рис.
12.10. Линейная аппроксимация эллипса в
САМ-системе выполняется с заданной
точностью
Алгоритм
работы в САМ-системе
Несмотря
на то что сегодня существует не один
десяток САМ-систем и все они отличаются
интерфейсом и возможностями, порядок
работы с ними примерно одинаков.
Выбор
геометрии
Самым
первым действием технолога-программиста
является выбор геометрических элементов,
подлежащих обработке. Такие геометрические
элементы называются рабочими, или
обрабатываемыми. Это могут быть точки,
линии, поверхности, грани и ребра
3D-моделей.
Современные
САМ-системы позволяют контролировать
перемещение инструмента не только
относительно рабочих элементов, но и
относительно других геометрических
элементов. Можно выбрать контролируемые
элементы, которых инструмент не должен
касаться ни при каких условиях.
Некоторые
САМ-системы требуют определения геометрии
заготовки уже на начальном этапе
проектирования обработки. Это означает,
что система «видит» заготовку и
рассчитывает траектории, исходя из
действительного припуска. Заготовка
может быть определена несколькими
способами:
-
в
виде цилиндра; -
в
виде параллелепипеда (куба); -
произвольной
формы.

Рис.
12.11. Цилиндрическая заготовка

Рис.
12.12. Заготовка в виде параллелепипеда

Рис.
12.13. Для построения заготовок сложных
форм, имитирующих отливки и поковки,
САМ-система может создавать модели
заготовок, смещая внешние границы
3D-модели детали на указанное расстояние.
Большинство современных CAD/САМ-систем
позволяют импортировать 3D-модель
заготовки, которая была создана в другой
или в этой же системе
Существуют
системы, которые не требуют определения
геометрии заготовки на этом этапе.
Заготовка назначается и используется
только на этапе верификации и не участвует
в процессе расчета траекторий. Такое
решение является недостаточно эффективным,
так как при расчетах система всегда
исходит из заготовки правильной формы
– параллелепипеда или цилиндра. Если
же на самом деле заготовка имеет
неправильную форму, то система может
сформировать довольно много холостых
ходов.
Выбирая
геометрические элементы, подлежащие
обработке, технолог-программист должен
учитывать положение детали и заготовки
относительно нулевой точки. Здесь есть
два пути. Во-первых, можно сместить
3D-модель детали относительно нулевой
точки таким образом, чтобы выбранный
элемент совпал с ней. Во-вторых, можно
смещать нулевую точку относительно
модели, «привязывая» ее к определенному
геометрическому элементу. Однако это
не означает, что первоначальный выбор
нулевой точки является окончательным.
Система позволяет изменять любые
параметры, в том числе и положение
нулевой точки детали, в любой момент и
на любом этапе проектирования обработки.
Выбор
стратегии и инструмента, назначение
параметров обработки
На
втором этапе работы с САМ-системой
технолог-программист выбирает стратегию
и параметры обработки, назначает
инструмент и режимы резания. Современная
система обычно имеет солидный набор
стратегий и позволяет выполнить обработку
одной и той же детали разными способами.
Условно
все стратегии можно разделить на черновые
и чистовые, стратегии плоской и объемной
обработки. Рассмотрим стратегии,
характерные для большинства современных
САМ-систем.
Плоская
обработка
Стратегии
плоской обработки применяются при
работе с 2D-геометрией. В этом случае не
требуется большого разнообразия – вся
обработка сводится к фрезерованию
контура или плоскости, выборке кармана
и обработке отверстий (рис. 12.14–12.17).

Рис.
12.14. Контурная стратегия (Contour). Для
чернового фрезерования указываются
количество проходов и шаг между ними
(перекрытие)

Рис.
12.15. Обработка кармана (Pocket). Эта стратегия
предназначена для выборки замкнутых
областей. Основными параметрами являются
шаг между проходами фрезы и тип траектории
(параллельная, спиральная, зигзаг и др.)

Рис.
12.16. Обработка торца (Face). Основными
параметрами для этой стратегии являются
шаг между проходами фрезы и угол обработки

Рис.
12.17. Обработка отверстий: сверление
(Drill), нарезание резьбы (Threading), растачивание
(Boring). Основные параметры – тип операции
и глубина обработки
Объемная
обработка
Стратегии
объемной обработки предназначены для
работы с 3D-моделями. Эти стратегии
отличаются большим разнообразием,
однако все они условно могут быть
разделены на черновые и чистовые.
Стратегии
объемной черновой обработки предназначены
для быстрой послойной выборки большого
объема материала и подготовки детали
к последующей чистовой обработке.
Стратегии объемной чистовой обработки
используются для окончательного
фрезерования поверхностей с требуемым
качеством. Зачастую при объемном чистовом
фрезеровании управление перемещением
режущего инструмента осуществляется
одновременно минимум по трем координатам.
Как правило, при объемной обработке
используют сферические фрезы. В этом
случае произвести расчет перемещения
инструмента самостоятельно, без
использования CAD/САМ-системы чрезвычайно
трудно.
В
качестве примеров рассмотрим некоторые
стратегии объемной обработки более
подробно.
Обработка
кармана – стратегия, предназначенная
для эффективного удаления материала
из закрытых или открытых карманов.
Существует множество схем карманной
обработки: зигзаг, в одном направлении,
параллельная и круговая спираль.
Современная CAD/САМ-система выбирает
оптимальную схему фрезерования,
обеспечивая максимальную производительность
и минимальное число холостых ходов. Как
правило, эта стратегия заключается в
последовательной послойной выборке
материала и выполнении заключительного
чистового обхода контура на окончательной
глубине. При зигзагообразной схеме
обработки кармана происходит изменение
вида фрезерования – с встречного на
попутное или наоборот.

Рис.
12.18. Послойная обработка кармана
Стратегия
радиальной обработки обычно применяется
для черновой или чистовой обработки
деталей круглой формы. Перемещение
инструмента в этой стратегии производится
от центра детали к ее внешним границам
(или наоборот) с постепенным изменением
угла в плоскости обработки.
С
помощью черновой вертикальной выборки
можно быстро обработать деталь, используя
движения, аналогичные сверлению.
Производства, использующие такую
стратегию, приобретают специальные
плунжерные фрезы, позволяющие быстро
выбрать материал и имеющие подвод
охлаждающей жидкости через ось
инструмента. Стратегия черновой
вертикальной выборки отлично подходит
для обработки глубоких впадин и карманов.

Рис.
12.19. Радиальная обработка

Рис.
12.20. Результат применения стратегии
черновой вертикальной выборки
Стратегия
фрезерования остатков (дообработка)
позволяет автоматически удалить
материал, оставшийся от предыдущей
операции. Для увеличения производительности
обработки принято выбирать материал
сначала инструментом большого диаметра,
а уже затем производить фрезерование
в труднодоступных местах инструментом
меньшего диаметра. Система, анализируя
объем снятого и оставшегося материала,
автоматически генерирует траекторию
для выборки материала, который не был
удален в предыдущей операции обработки.
Стратегия
контурной обработки используется для
черновой или чистовой контурной обработки
деталей произвольной формы. Суть
стратегии заключается в удалении
припуска за счет проходов фрезы по
контурам, созданным путем «смещения»
границ текущего слоя по Z.
|
Рис. |
Рис. |


Стратегию
обработки по потоковым линиям применяют
для чистовой обработки любых поверхностей.
Система создает траектории с учетом
формы и направления поверхностей.
Стратегия
проекционной обработки позволяет
наложить на любой участок обрабатываемой
поверхности своеобразный шаблон
траектории движения инструмента или
спроецировать плоскую траекторию на
3D-модель.

Рис.
12.23. Обработка по потоковым линиям, схема
– зигзаг
|
Рис. |
Рис. |


После
выбора стратегии и определения основных
параметров обработки необходимо
назначить режущий инструмент либо
выбрать его из библиотеки инструментов.
На этом же этапе определяются режимы
резания: скорость рабочей подачи, обороты
шпинделя – и программируется включение
или выключение СОЖ. Результатом второго
этапа является сформированная траектория.
В дереве операций САМ-системы должна
появиться новая технологическая
операция.
Бэкплот
и верификация
В
настоящее время любая САМ-система имеет
функции для проверки правильности
созданных траекторий. Функция бэкплота
(Backplot) позволяет программисту отслеживать
перемещения режущего инструмента. При
этом он может наблюдать за траекторией
центра инструмента и самим инструментом
прямо на 3D-модели. Как правило, бэкплот
используется для предварительной
проверки рассчитанных траекторий и
настройки технологических параметров
операции. Окончательная проверка обычно
осуществляется с помощью верификации.
Инструменты
верификации предоставляют программисту
прекрасные возможности для наглядной
проверки траектории движения инструмента,
для оценки качества и общей технологии
изготовления детали. Основной смысл
верификации заключается в демонстрации
процесса удаления материала заготовки
и возможности посмотреть на окончательный
результат работы УП – модель изготовленной
детали. Полученную «виртуальную» деталь
можно рассмотреть с разных сторон. Можно
увидеть, все ли элементы выполнены
правильно, и даже разглядеть гребешки
на материале, оставшиеся от инструмента.

Рис.
12.26. В режиме «Backplot» можно наблюдать за
траекторией перемещения центра
инструмента
Верификация
может быть твердотельной или растровой.
В случае твердотельной верификации
система работает с трехмерной моделью
заготовки и позволяет реализовать
множество полезных функций. К примеру,
измерить обработанную деталь или
экспортировать ее в CAD-систему для
дальнейшей работы. Растровая верификация
лишь имитирует работу с трехмерной
моделью и применяется сейчас достаточно
редко.

Рис.
12.27. Процесс верификации
Учтите,
что на этом этапе мы еще не имеем готовой
УП, то есть самого кода. Код программы
обработки появится позже, после
постпроцессирования. Но что же мы тогда
проверяем?
Результатом
предыдущего этапа является сформированная
траектория перемещения инструмента
для определенной операции. Информацию
об этой траектории, всех координатах и
инструменте система записывает в
специальный промежуточный файл. Этот
файл не похож на обычную программу
обработки, то есть в нем нет привычных
G- и М-кодов. В настоящий момент именно
этот файл является объектом для
верификации и бэкплота.
Постпроцессирование
Постпроцессор
– программа, которая преобразует файл
траектории движения инструмента и
технологических команд (промежуточный
файл), сформированный CAD/САМ-системой,
в файл УП в соответствии с требованиями
конкретного комплекса станок – СЧПУ.
В ряде отечественных систем постпроцессоры
называются паспортами.
Для
того чтобы абстрагироваться от большого
разнообразия станков, систем ЧПУ и
языков программирования обработки,
САМ-система генерирует промежуточный
файл, содержащий информацию о траектории,
угле поворота инструмента (в случае
многокоординатной обработки) и обобщенные
команды управления станком. Обычно этот
промежуточный файл называется CL-файлом
(Cutter Location) или CLDATA-файлом.
Далее
в работу вступает постпроцессор. Он
преобразует этот промежуточный файл в
программу обработки в строгом соответствии
с форматом программирования конкретного
станка с ЧПУ.
Такая
технология позволяет программисту во
время проектирования обработки в
CAD/САМ-системе не задумываться о том, на
какой конкретно станок попадет УП и
каков будет ее формат. Ему необходимо
лишь выбрать постпроцессор, соответствующий
определенному станку с ЧПУ, и тот возьмет
на себя всю работу по созданию программы
обработки определенного формата.
Откуда
же взялась идея постпроцессирования и
почему до сих пор в этой области существуют
проблемы? По идее, разработчики станков
и систем ЧПУ должны соблюдать стандарты
Ассоциации электронной промышленности
(EIA) и Международной организации
стандартизации (ISO). To есть одинаковые
G-коды на разных станках с ЧПУ должны
выполнять одну и ту же функцию. В принципе,
эти стандарты соблюдаются, но только
для основных команд станка, например,
для включения СОЖ, линейной и круговой
интерполяции.
Если
же дело доходит до других команд,
постоянных циклов и специальных функций,
то приверженность определенному
стандарту практически отсутствует. Это
приводит к невозможности правильного
исполнения одной и той же УП на разных
станках с ЧПУ. К этой проблеме прибавляется
другая – постоянная «гонка» производителей
оборудования с ЧПУ. В условиях жесткой
конкуренции станкостроительные компании
создают все более сложные станки, а
разработчики систем ЧПУ придумывают
новые циклы и функции. В результате
серьезные отличия в формате УП могут
быть замечены даже у станков одной
фирмы, но разных моделей.

Рис.
12.28. Схема получения УП для конкретного
комплекса «Станок – система ЧПУ»
Когда
появились первые САМ-системы, то для
работы с конкретным станком с ЧПУ
разрабатывался индивидуальный
постпроцессор, который представлял
собой исполняемый файл. Индивидуальный
постпроцессор мог быть создан только
опытным программистом (именно
программистом, а не технологом-программистом)
путем длительного общения со станочником
для выяснения всех нюансов работы с
определенным станком. После этого
проходили испытания и доводка
индивидуального постпроцессора «до
ума». В результате постпроцессор выполнял
свои функции, но процесс его создания
был очень долгим, мучительным и дорогим.
Изменения в таком постпроцессоре мог
сделать только сам авторразработчик.
В
70–80-х годах прошлого века наблюдался
значительный подъем автоматизированного
машиностроения. Как грибы после дождя
стали появляться новые станки с различными
системами ЧПУ. Возник огромный спрос
на технологическое программное
обеспечение и CAD/САМ-системы.
Программисты
просто не успевали разрабатывать новые
индивидуальные постпроцессоры, что
подтолкнуло их к автоматизации
собственного труда. Появилась идея
создания обобщенных постпроцессоров
для разных станков с одинаковой системой
ЧПУ. В этом был смысл – при работе с
системой ЧПУ одной фирмы даже на разных
станках отличия в УП будут минимальными,
значит, и изменения, которые нужно внести
в исполняемый файл, тоже будут
незначительными.
Классический
постпроцессор, находящийся на службе
современной CAD/САМ-системы, состоит из
нескольких файлов. Во-первых, это
исполняемый файл – программа. Исполняемый
файл занимается преобразованием данных
промежуточного CL-файла в кадры УП.
Преобразование осуществляется по
некоторым правилам, отличным для разных
станков и систем ЧПУ. Эти правила, или
алгоритмы преобразования, находятся
во втором файле – текстовом.
Текстовый
файл написан на специальном макроязыке,
который может быть изменен в случае
необходимости самим технологом-программистом
в любом текстовом редакторе. Вносить
какие-либо изменения в исполняемый файл
не требуется. Как правило, с CAD/САМ-системой
поставляется набор таких текстовых
файлов, которые описывают правила для
преобразования промежуточных файлов
в программу обработки для нескольких
десятков различных станков и систем
ЧПУ. В данном случае постпроцессором
можно смело называть именно текстовый
файл. Исполняемый же файл является
модулем САМ-системы и работает незаметно
для пользователя. В некоторых САМ-системах
присутствует и третий файл, необходимый
для постпроцессирования. Этот файл
также является текстовым. Он предназначен
для ввода дополнительных условий и
передачи специальной информации в
управляющую программу.
К
сожалению, разработчики CAD/САМ-систем
не придерживаются единого стандарта
для формирования промежуточных CL-файлов.
В результате текстовый файл с описанием
алгоритмов преобразования (постпроцессор)
одной САМ-системы будет абсолютно
бесполезен для использования внутри
другой САМ-системы. Для разработки даже
такого текстового постпроцессора «с
нуля» необходимы глубокие знания самой
системы и принципов преобразования
исходных данных. Поэтому пользователю
предоставляют набор базовых постпроцессоров
с редактируемыми переменными. Работая
с этими переменными, пользователь может
самостоятельно настроить постпроцессор
для имеющегося станка.
Сегодня
наиболее эффективным и простым решением
проблем постпроцессирования на
предприятии является использование
универсального постпроцессора
(генератора).
Универсальные
постпроцессоры позволяют работать со
многими известными CAD/САМ-системами и
одновременно не зависеть от них. Дело
в том, что, в отличие от классических
постпроцессоров, которые работают с
промежуточным файлом только «родной»
системы, универсальные постпроцессоры
способны «перерабатывать» CL-файлы
разных САМ-систем. Прибавьте сюда
продвинутый интуитивно-понятный
графический интерфейс, позволяющий
строить наглядную кинематическую схему
станка и задавать типовые параметры
системы ЧПУ, и вы получите мощное и
универсальное средство для решения
проблем совместимости любого оборудования
с любой CAD/САМ-системой.
Как
оценить результаты работы постпроцессора?
Очень просто. Если полученная программа
не требует ручной правки и доводки,
значит, постпроцессор работает правильно.
Это главный принцип. Хороший постпроцессор
способен сформировать УП с учетом
максимальных возможностей станка с ЧПУ
и CAD/САМ-системы и должен грамотно
работать с постоянными циклами. К
примеру, если система ЧПУ станка
поддерживает винтовую интерполяцию,
то желательно, чтобы постпроцессор не
заменял ее множеством линейных
перемещений. Естественно, что программа
обработки не должна содержать лишних
кодов и координат.
Передача
УП на станок с ЧПУ
Итак,
программа обработки готова. После
постпроцессирования CAD/САМ-система
открывает файл УП в специальном редакторе
или в стандартном «Блокноте» операционной
системы Windows. Многие системы поставляются
со специальными редакторами УП, которые
являются простым и удобным инструментом
для правки и передачи программ на станок.
В
большинстве случаев связь осуществляется
в соответствии со стандартом RS-232. При
этом СОМ-порт персонального компьютера
соединяется кабелем со специальным
разъемом на корпусе станка или панели
УЧПУ. Для передачи данных необходимо,
чтобы УЧПУ станка и коммуникационная
программа были синхронизированы. Это
достигается соответствующей настройкой
параметров СЧПУ и коммуникационной
программы. Например, если значение для
стоповых битов (stop bits) системы ЧПУ станка
равно двум, то такое же значение должно
находиться и в соответствующем параметре
коммуникационной программы.
После
настройки основных параметров УП можно
передать на станок. Вам придется
переключить систему ЧПУ станка в режим
приема/передачи данных, нажать на панели
УЧПУ клавишу Прием данных, а в
коммуникационной программе выбрать
пункт меню Передать. Для передачи данных
со станка на ПК нужно действовать
наоборот. Сначала переключаем СЧПУ
станка в режим приема/передачи данных,
затем в коммуникационной программе
выбираем пункт меню Принять и нажимает
клавишу на панели УЧПУ станка Передать
данные. Внимательно читайте документацию
к станку – в ней вы обязательно найдете
информацию о настраиваемых параметрах
для приема и передачи данных, а также
последовательность действий при работе
с внешними устройствами хранения
информации.
Для
передачи УП, размер которых превышает
размер свободной памяти СЧПУ, используется
режим DNC. В этом режиме программа обработки
не записывается в память системы ЧПУ,
а выполняется прямо с компьютера. Система
ЧПУ имеет (или создает в памяти) специальный
программный буфер, в который приходит
часть программы. Как только этот буфер
заполняется, система посылает сигнал
на компьютер, чтобы тот прекратил
передавать данные. В это время СЧПУ
станка выполняет кадры УП, находящиеся
в буфере. Когда буфер освобождается,
система ЧПУ посылает новый сигнал на
ПК, который разрешает дальнейшую передачу
данных. Этот процесс продолжается до
полного выполнения УП. Для работы в
режиме DNC необходимо, чтобы СЧПУ станка
было соответствующим образом подготовлено
производителем, а на персональном
компьютере находилась коммуникационная
программа с поддержкой этого режима.
Наиболее
продвинутые системы дают возможность
передавать данные по локальной сети, а
не по RS-232. В этом случае пользователь
прямо с ПК может «видеть» содержимое
памяти станка. А прием и передача данных
осуществляются привычным для Windows
способом – перетаскиванием файлов из
одной папки в другую, что очень удобно.
Некоторые станки с ЧПУ снабжены встроенным
дисководом или умеют читать информацию
с флэш-карт.
Ассоциативность
Ассоциативность
CAD/САМ-системы заключается в ее способности
связать геометрию с траекторией
обработки, инструментом, материалом,
параметрами и сформировать завершенную
операцию. Если какая-либо часть операции
изменяется, то другие ее части остаются
нетронутыми и могут быть использованы
для дальнейших расчетов и создания
обновленной операции. Ассоциативность
предоставляет технологу-программисту
небывалые возможности по отладке
технологии обработки и защищает его от
утомительного исправления своих ошибок.
Изменяя параметры операции, можно
следить, как меняются траектория и
машинное время обработки, и в результате
выбрать наилучший вариант. Как правило,
такая ассоциативность действует в
пределах только одной CAD/САМ-системы.
Пятикоординатное
фрезерование и ЗD-коррекция
В
последнее время наблюдается значительный
интерес к многоосевой обработке. Это
вызвано, с одной стороны, повышением
спроса на изготовление деталей сложной
формы, с другой – снижением стоимости
5-координатных станков с ЧПУ и развитием
математического аппарата CAD/САМ-систем.
Традиционной
областью применения этой технологии
является авиационная промышленность,
где 5-координатные обрабатывающие центры
служат для механической обработки
турбинных лопаток, лопастей и других
деталей сложной формы. Постепенно эта
прогрессивная технология внедряется
в обычное производство для изготовления
инструмента и пресс-форм.
При
5-координатном фрезеровании инструмент
может обрабатывать поверхность детали
торцевой или боковой частью. При такой
обработке обычно используют концевые
сферические фрезы, поэтому в первом
случае контакт инструмента с обрабатываемой
поверхностью будет точечным, а во втором
– линейным.
Существуют
два вида 5-координатной обработки:
одновременная (непрерывная) и обработка
с индексированием. В первом случае в
каждом кадре УП действительно находятся
пять адресов осевого перемещения,
например: X, Y, Z, А, В. Во втором случае
нельзя говорить об одновременном
перемещении по всем пяти осям – в каждом
кадре обычно содержатся только три
координаты. Остальные адреса стоят
отдельно и используются как вспомогательные
– для поворота инструмента или детали
в определенное положение и дальнейшей
3-координатной обработки.

Рис.
12.30. Для расчета траекторий 5-координатной
обработки используются САМ-системы. В
данном примере производится обработка
канала двигателя в системе ESPRIT
Управляющие
программы для многоосевой обработки
создаются исключительно при помощи
CAD/САМ-систем. Зачастую технологу-программисту
приходится строить дополнительные
направляющие поверхности и ограничивать
угол наклона режущего инструмента. Для
получения корректной программы требуется
тщательная настройка постпроцессора,
создание которого может обойтись
предприятию довольно дорого.
Термин
3D-коррекция часто используется, когда
речь заходит о технологии объемной
обработки. При обычном плоском фрезеровании
существует возможность выполнить
коррекцию на радиус инструмента слева
или справа от запрограммированного
контура при помощи кодов G41 и G42. А как
поступить в случае объемной поверхностной
обработки, например при изготовлении
матриц и пуансонов?
Когда
производится обработка плоского контура,
корректирующее смещение указывается
справа или слева, то есть по нормали к
обрабатываемой поверхности в точке
контакта с инструментом. При использовании
3D-коррекции ситуация аналогичная, просто
необходимо знать вектор ориентации
инструмента и вектор нормали поверхности
в точке контакта с инструментом. Исходя
из взаимного положения этих векторов
и корректирующего значения, система
ЧПУ рассчитывает пространственное
смещение режущего инструмента с
сохранением его ориентации и заданной
точки контакта.
Если
система ЧПУ на вашем станке поддерживает
3D-коррекцию инструмента, то оператор
может влиять на размеры деталей со
сложной геометрией, изменяя значение
радиуса инструмента как «в плюс», так
и «в минус». Однако в этом случае
САМ-система и СЧПУ станка, скорее всего,
не смогут контролировать возможные
столкновения и ошибки позиционирования.
Высокоскоростная
обработка (ВСО)
Теория
использования высоких режимов резания
при механической обработке металлов
возникла достаточно давно. Однако только
сейчас, с появлением самых современных
станков с ЧПУ, частота вращения шпинделя
у которых достигает 60 000 об/мин, а скорость
рабочей подачи переваливает за 5000
мм/мин, из области научных предположений
мы переходим к реальному производству.
Экспериментально
установлено, что при увеличении скорости
резания температура в зоне резания
постепенно возрастает и достигает
некоторого максимального значения. При
дальнейшем увеличении скорости резания
происходит некоторое падение температуры
и крутящий момент, необходимый для
выполнения резания, тоже снижается. Это
означает, что существует некоторая
область сверхвысоких скоростей обработки,
в которой процесс резания происходит
спокойно и режущий инструмент не
подвергается катастрофическим нагрузкам.
В настоящее время для каждого
обрабатываемого материала и инструмента
эта область определяется только опытным
путем.
Работа
в условиях ВСО имеет ряд нюансов и
предъявляет особые требования к
оборудованию, инструменту и управляющей
программе.
При
работе в таком режиме, во-первых, станок
должен иметь частоту вращения шпинделя
не менее 15 000 об/мин и подачу не менее
2500 мм/мин, во-вторых, он должен успевать
за программой, то есть быстро ускорять
и замедлять рабочую подачу. Желательно,
чтобы станок обладал высокой жесткостью
и имел эффективные средства для удаления
стружки.
Режущий
инструмент является главным «ограничителем»
скорости обработки. Как правило, режущая
часть инструмента для ВСО имеет
специальное износостойкое покрытие.
Уделите особое внимание патрону, так
как малейшая погрешность установки
вызывает биение, особо опасное на таких
скоростях вращения шпинделя. Вылет
инструмента должен быть минимальным.
Теперь
поговорим об особенностях программирования.
В случае ВСО глубина и шаг обработки
гораздо меньшие, чем при обычном
фрезеровании. Траектория перемещения
должна быть плавной, без резких смен
направления и скорости подачи. Часто
линейные перемещения заменяют на
петлеобразные, используют трохоидальную
траекторию. Врезание инструмента в
металл должно проходить по спирали или
под небольшим углом, но никак не
вертикально. Конечно же все это делается
для поддержания неизменных условий
резания, уменьшения нагрузки на инструмент
и исключения его поломки.
Так
как УП для ВСО содержит очень много
перемещений, то ее размер может превышать
размер обычной программы обработки в
десятки или сотни раз. Система ЧПУ станка
должна успевать отрабатывать кадры и
иметь достаточно большой программный
буфер для подготовки к последующим
перемещениям. Если система не имеет
значительного объема памяти для хранения
программ, то не обойтись без DNC-режима.
При этом предъявляются особые требования
по скорости и надежности к персональному
компьютеру, коммуникационному программному
обеспечению и линии связи.
Не
стоит увлекаться методом ВСО для
обработки всей детали целиком. В
большинстве случаев черновую обработку
можно выполнить на обычных режимах
«грубым» инструментом. Серьезная
САМ-система обязательно должна иметь
инструменты дообработки, средства
определения излишков материала и
возможность сравнить результаты
обработки с исходной моделью. Используя
различные программные фильтры и
оптимизаторы, производящие анализ
перемещений в УП, можно значительно
сократить размер программы, сделать ее
наиболее подходящей для метода ВСО.
Каковы
преимущества от использования ВСО?
Меньший шаг и глубина фрезерования в
сочетании с большими значениями рабочей
подачи и оборотов шпинделя при чистовой
обработке существенно повышают качество
поверхности и значительно сокращают
машинное время. Это позволяет избежать
ручной доводки, например при изготовлении
пресс-форм. При ВСО можно использовать
инструмент меньшего размера и фрезеровать
такие мелкие детали и острые углы,
которые в другом случае пришлось бы
получать электроэрозионной обработкой.

Рис.
12.31. Трохоидальная траектория состоит
из множества «петелек»
Что
касается черновой обработки, то
положительный эффект от ВСО не так
очевиден и проявляется лишь при обработке
деталей небольшого размера или высокой
твердости и при достаточной загрузке
станка.
Требования
к современной САМ-системе
Сегодня
на рынке CAD/САМ представлен не один
десяток систем, отличающихся возможностями,
интерфейсом и стоимостью. Как сделать
правильный выбор и приобрести систему,
которая бы полностью устраивала технолога
и позволяла максимально автоматизировать
процесс создания УП? Есть ряд параметров,
по которым можно составить первоначальное
мнение о САМ-системе.
Первое,
что бросается в глаза при знакомстве с
системой, – ее интерфейс, то есть
совокупность меню, пиктограмм и окон.
Главное требование к интерфейсу –
удобство. Подавляющее большинство
современных САМ-систем имеет привычный
Windows-интерфейс, позволяющий сформировать
удобную для пользователя атмосферу.
Что же касается наглядности и графического
оформления – то это дело вкуса. Обратите
внимание на язык интерфейса. Если вы не
владеете иностранным языком, то
предпочтительнее, чтобы все меню были
представлены на русском языке.
САМ-система
не должна ограничивать технолога выбором
только стандартного инструмента. Функция
поддержки оригинального (пользовательского)
инструмента позволит вам спроектировать
инструмент любой формы прямо в системе
и правильно рассчитать траекторию его
перемещения. Поверьте, рано или поздно
эта функция обязательно понадобится.
Вряд
ли вам понравится, если вы обнаружите
зарезы на детали после черновой или
чистовой обработки. Хорошая САМ-система
обязана иметь механизм, обеспечивающий
предотвращение зарезов и столкновений
инструмента с заготовкой и элементами
крепежа.
Если
траектории перемещения инструмента
рассчитываются с учетом заданной
заготовки произвольной формы, то это
говорит о высокой эффективности созданных
системой операций. Другими словами –
система должна «видеть» заготовку.
Преимущество этой функции проявляется
при работе с заготовками в виде отливок
и штамповок. Когда система не имеет этой
функции, она производит расчет траекторий
на основе цилиндра или параллелепипеда.
Полученная траектория окажется
неоптимальной, в ней может присутствовать
довольно большое количество холостых
перемещений.
Способность
системы «помнить», сколько материала
было снято в предыдущих операциях,
говорит об «интеллектуальном» потенциале
системы. Функция дообработки позволяет
автоматически находить недоработанные
области и гарантирует получение
максимально эффективных траекторий.
К
верификатору САМ-системы нужно отнестись
очень внимательно. Во-первых, система
должна обеспечивать возможность импорта
трехмерной модели заготовки из CAD-модуля
и верификацию этой модели. Во-вторых,
верификатор должен уметь вращать
заготовку, динамически масштабировать
и перемещать по экрану. В-третьих, при
верификации система должна отмечать
цветом места зарезов и столкновений
инструмента с заготовкой.
Верификаторы
большинства современных CAD/САМ-систем
имеют несколько режимов работы и
множество полезных настроек. Режим
верификатора «Turbo» используется для
работы со сложными заготовками и большими
траекториями, если ожидаемое время
процесса верификации слишком велико.
При работе в режиме Turbo верификатор
производит расчеты и показывает только
конечный результат – модель обработанной
детали.
Графическое
качество процесса верификации сильно
зависит от производительности компьютера
и от соответствующих настроек верификатора.
Как правило, между качеством и скоростью
существует прямая зависимость – чем
выше качество верификации, тем медленнее
она производится.
Обычно
верификаторы позволяют осуществлять
визуальную проверку 3-осевой обработки.
Верификация многоосевой обработки
может быть опцией. Следовательно, если
вы собираетесь работать с четырьмя или
пятью координатами в УП, то лучше
проверьте возможности верификатора
заранее.
Наиболее
продвинутые верификаторы позволяют
интенсивно работать с 3D-моделью заготовки.
При наличии такого верификатора вы
сможете экспортировать модель обработанной
детали в другую CAD-систему, проверить
ее геометрические размеры или сделать
сечение. Дополнительным преимуществом
является способность осуществлять
проверку не только промежуточного
CL-файла, но и кода управляющей программы.
Часто возникают ситуации, когда
технологу-программисту приходится
работать с некачественной 3D-моделью
детали. Например, модель может попасть
в САМ-модуль «дырявой», то есть имеющей
поверхностные нестыковки или исчезнувшие
геометрические элементы. Некоторые
САМ-системы способны «закрыть глаза»
на это, другие же просто не смогут
работать с такими моделями и потребуют
их «лечения».
Если
вы создаете геометрию детали в CAD-системе,
которая не является «родной» для
САМ-системы, то вам не обойтись без
помощи конверторов (трансляторов).
Конверторы предназначены для преобразования
графических файлов одного формата в
графические файлы другого (требуемого)
формата. О формате вы можете судить по
расширению файлов. Например, .DWG, .DXF,
.IGS, .STL, .SAT. При знакомстве с САМ-системой
убедитесь в наличии требуемых конверторов
и проверьте качество конвертации файлов.
Управление
станком с ЧПУ
Органы
управления
Большинство
органов управления современного станка
с ЧПУ сосредоточены на передней панели
стойки ЧПУ. К органам управления относятся
различные переключатели и клавиши, а
также дисплей, позволяющий оператору
«общаться» со станком. Как правило,
системы ЧПУ имеют монохромный или
цветной электронно-лучевой дисплей,
хотя самые современные станки могут
быть оснащены жидкокристаллическим
дисплеем. Любая стойка ЧПУ имеет
клавиатуру: либо полноразмерную,
аналогичную клавиатуре обычного
персонального компьютера, либо
ограниченную, которая позволяет вводить
только основные символы и знаки
программирования.
Все
клавиши, переключатели и рукоятки станка
можно условно разделить на несколько
функциональных групп:
-
Клавиши
для ввода различных символов, букв и
цифр.При
помощи клавиатуры УЧПУ оператор станка
может составить программу обработки
прямо на экране, вводя G-коды, различные
слова данных и специальные символы
программирования (например, знак конца
кадра). В случае ограниченной клавиатуры
одна клавиша может отвечать за несколько
символов (адресов). -
Клавиши
редактирования и курсора.Клавиши
редактирования позволяют оператору
станка изменять содержимое управляющей
программы. Курсорные клавиши предназначены
для навигации по программе. -
Программные
или экранные клавиши.Программные
клавиши используются для выполнения
различных функций в зависимости от
программного обеспечения системы ЧПУ
и текущего экранного режима. Обычно
эти клавиши расположены прямо под
дисплеем, а их текущие функции отображаются
в нижней части дисплея. -
Клавиши
и переключатели режимов работы
станка.Станок
с ЧПУ имеет несколько режимов работы.
Для перехода из одного режима в другой
обычно используется специальный
переключатель. -
Кнопки
прямого управления осевыми
перемещениями.При
помощи этих кнопок оператор может
перемещать исполнительные органы
станка в осевых направлениях на рабочей
подаче или на ускоренной подаче. -
Рукоятки
управления скоростью подачи и вращения
шпинделя.Многие
станки имеют средства для прямого (без
программирования G- и М-кодов)
включения/выключения шпинделя и
управления скоростью его вращения.
Система ЧПУ предоставляет оператору
станка возможность корректировки
запрограммированной скорости подачи
и частоты вращения шпинделя в определенных
диапазонах. -
Клавиши
и переключатели для работы со специальными
функциями станка.За
включение и выключение освещения
рабочей зоны станка, управление системой
удаления стружки и другие вспомогательные
действия отвечают клавиши и переключатели
для работы со специальными функциями. -
Клавиши
цикла программирования.За
пуск управляющей программы отвечает
кнопка Старт цикла, а за ее останов –
кнопки Останов подачи или Сброс. К этой
же группе относятся клавиши для активации
функций выборочной остановки М01,
пропуска кадра /, покадрового выполнения
программы, пробного прогона и блокировки
осевых перемещений. -
Другие
органы управления.Часть
органов управления может быть расположена
не на самом пульте УЧПУ. Например,
выключатель электропитания часто
расположен на тыльной стороне корпуса
станка, а клавиши управления
инструментальным магазином – прямо
рядом с окошком для загрузки инструментов.
Большая красная кнопка Экстренный
останов находится на самом видном и
доступном месте.
Практически
все станки с ЧПУ имеют маховики, которые
дают возможность оператору перемещать
исполнительные органы вручную. Как
правило, этими маховиками оператор
пользуется для выполнения точных
операций, таких как поиск нулевой точки
или измерение длины инструмента.
Кроме
различных органов управления, станок
с ЧПУ имеет набор индикаторов. Эти
индикаторы (светодиоды или лампочки)
могут показывать, пришли или не пришли
исполнительные органы станка в нулевую
точку, включена ли подача СОЖ, и
сигнализируют о возникшей аварийной
ситуации.

Рис.
15.1. Кнопка для экстренной остановки
станка
Основные
режимы работы
Режим
автоматического управления. Этот режим
является основным для станка с ЧПУ.
Именно в этом режиме производится
обработка детали по программе. Для
запуска УП на выполнение необходимо
сначала выбрать активную программу и
затем нажать кнопку Старт цикла.
В
режиме автоматического управления
оператор может влиять на запрограммированную
скорость подачи и частоту вращения
шпинделя. Рукоятка коррекции ускоренного
хода позволяет изменять скорость
холостых перемещений исполнительных
органов станка обычно в диапазоне от 0
до 150%.
Режим
редактирования. В этом режиме оператор
станка может вводить новую или
редактировать существующую программу
обработки вручную, используя клавиатуру
УЧПУ.
Возможности
по редактированию УП у разных стоек ЧПУ
могут значительно отличаться. Простейшие
системы позволяют вставлять, удалять
и копировать слова данных. Самые
современные СЧПУ имеют функции поиска
и замены данных (аналогично текстовым
редакторам на ПК), копирования, удаления
и переноса определенного программного
диапазона, способны редактировать УП
в фоновом режиме.
|
Рис. |

Функция
фонового редактирования данных позволяет
оператору станка создавать или
редактировать одну программу при
одновременном выполнении другой
программы. Для фонового редактирования
систему управления необходимо переключить
в автоматический режим.
Обычно
в режиме редактирования осуществляется
ввод/вывод УП с персонального компьютера
или другого внешнего устройства. Здесь
же можно проверить размер свободной
памяти СЧПУ и количество зарегистрированных
программ.
Режим
ручного ввода данных MDI. Режим ручного
ввода данных MDI позволяет оператору
ввести и выполнить один или несколько
кадров, не записанных в памяти СЧПУ.
Обычно этот режим используется для
ввода отдельных G- и М-кодов, например
для смены инструмента или включения
оборотов шпинделя. Введенные команды
и слова данных после выполнения или
сброса удаляются.
Толчковый
режим. Толчковый (старт-стопный) режим
обеспечивает ручное перемещение
исполнительных органов станка при
нажатии на соответствующие клавиши на
панели УЧПУ.
Режим
управления ручным генератором импульсов
или маховиками. В этом режиме осуществляется
перемещение исполнительных органов
станка при помощи ручного генератора
импульсов, который похож на пульт
дистанционного управления или при
помощи специальных маховиков на панели
УЧПУ. Оператор станка может задавать
шаг и направление перемещения при помощи
специальных переключателей.
Режим
возврата в нулевую точку. Возврат
исполнительных органов в нулевую точку
является стандартной процедурой при
включении станка. В этом случае происходит
синхронизация станка и системы управления.
Режим
прямого числового управления DNC. Режим
DNC позволяет выполнять программу
обработки прямо из компьютера или
другого внешнего устройства, не записывая
ее в память системы. Обычно в этом режиме
выполняются УП большого размера, которые
не могут поместиться в памяти СЧПУ.
Режим
редактирования параметров. В этом режиме
производят редактирование параметров
системы ЧПУ. Пользовательские параметры
отвечают за настройку текущей даты и
времени, работу в различных режимах и
т. д. Системные параметры влияют на
функционирование станка в целом. Не
рекомендуется самостоятельно изменять
значения системных параметров. Иногда
вход в область параметров заблокирован
и для редактирования требуется ввести
специальный код, установленный
производителем станка.
Тестовые
режимы. У любого станка с ЧПУ есть
определенное количество тестовых
функций. К ним, например, относятся
пробный прогон и покадровая отработка
УП. Некоторые системы ЧПУ позволяют
осуществлять графическую проверку
траектории.
Индикация
системы координат
Во
время выполнения обработки по программе
или ручного перемещения исполнительных
органов станка есть возможность наблюдать
за их текущим положением в различных
координатных системах:
|
ABSOLUTE |
Абсолютное (G54–G59) |
|
MACHINE |
Текущее |
|
DISTANCE |
Оставшееся |
По
координатам регистров ABSOLUTE и MACHINE можно
судить о правильности перемещения по
программе. Координаты регистра MACHINE
обычно используются оператором станка
для нахождения нуля детали и установления
рабочей системы координат.
Установление
рабочей системы координат
Существуют
несколько методов «привязки» координатной
системы к детали. При классическом
методе оператор станка использует
плоскопараллельные концевые меры,
калибры или индикатор (центроискатель).
Метод контакта основан на касании
режущим инструментом обрабатываемой
детали (заготовки). Автоматический метод
подразумевает использование специального
щупа и инфракрасных датчиков, которые
устанавливаются в качестве опции на
современные обрабатывающие центры.
Классический
метод является универсальным и может
использоваться на любом станке с ЧПУ,
поэтому именно его мы рассмотрим наиболее
подробно. Так как «привязка» осуществляется
в ручном режиме, то ее точность невысока
– порядка 0.02 мм. Метод достаточно прост
и заключается в касании шпинделем или
калибром плоскопараллельной концевой
меры, прижатой к поверхности детали.
После несложных вычислений текущие
машинные координаты вручную заносятся
в регистры рабочих смещений (G54–G59).
Нахождение нулевой точки состоит их
двух этапов: первый – по оси Z, второй –
по осям X и Y.
Алгоритм
нахождения нулевой точки детали по оси
Z
-
Подготовить
и держать поблизости плоскопараллельную
концевую меру толщиной не более 25 мм. -
Подвести
торец шпинделя в толчковом режиме к
поверхности детали по оси Z на расстояние
не более 50 мм. -
При
помощи маховика или ручного генератора
импульсов подвести торец шпинделя еще
ближе к детали, так чтобы это расстояние
стало меньше толщины плоскопараллельной
концевой меры. -
Положить
плоскопараллельную концевую меру на
поверхность детали рядом со шпинделем. -
Постепенно
перемещать шпиндель в положительном
направлении по оси Z (вверх), непрерывно
контролировать зазор между шпинделем
и деталью. -
Как
только плоскопараллельная концевая
мера войдет между шпинделем и деталью,
остановить движение шпинделя. Шпиндель
установлен правильно, если при смещении
плоскопараллельной концевой меры
чувствуется небольшое сопротивление. -
Так
как базовой позицией для шпинделя
является точка пересечения его торца
и оси вращения, то необходимо учесть
толщину плоскопараллельной концевой
меры.Пример:
Машинная координата
по Z = –400.Толщина плоскопараллельной
концевой меры = 25 мм.В регистр
рабочего смещения по Z заносим = –400 –
25 = –425 мм. -
Ввести
в регистр рабочего смещения по Z значение,
рассчитанное в п. 7.

Рис.
15.4. Установка рабочей системы координат
по Z
Алгоритм
нахождения нулевой точки детали по осям
X и Y
-
Вставить
в шпиндель цилиндрический калибр с
известным диаметром, например 20 мм. -
В
толчковом режиме подвести калибр к
поверхности детали по оси X на расстояние
не более 25 мм. -
Приложить
к поверхности детали по оси X
плоскопараллельную концевую меру. -
При
помощи маховика постепенно перемещать
шпиндель с калибром к детали вдоль оси
X до касания с плоскопараллельной
концевой мерой. Шпиндель установлен
правильно, если при смещении
плоскопараллельной концевой меры
чувствуется небольшое сопротивление. -
Отметить
машинную позицию шпинделя, учитывая
радиус цилиндрического калибра и
толщину плоскопараллельной концевой
меры, вычислить значение для ввода в
регистр рабочего смещения по оси X. -
Ввести
в регистр рабочего смещения по X значение,
рассчитанное в п. 7. -
В
толчковом режиме подвести калибр к
поверхности детали по оси Y на расстояние
не более 25 мм. -
Приложить
к поверхности детали по оси Y
плоскопараллельную концевую меру. -
При
помощи маховика постепенно перемещать
шпиндель с калибром к детали вдоль оси
Y до касания с плоскопараллельной
концевой мерой. Шпиндель установлен
правильно, если при смещении
плоскопараллельной концевой меры
чувствуется небольшое сопротивление. -
Отметить
машинную позицию шпинделя, учитывая
радиус цилиндрического калибра и
толщину плоскопараллельной концевой
меры, вычислить значение для ввода в
регистр рабочего смещения по оси Y. -
Ввести
в регистр рабочего смещения по Y значение,
рассчитанное в п. 10.

Рис.
15.5. Установка рабочей системы координат
по X и Y
Алгоритм
нахождения нулевой точки в центре
отверстия
-
Установить
в шпиндель стрелочный индикатор
(центроискатель). -
В
толчковом режиме подвести индикатор
как можно ближе к центру отверстия над
деталью. -
При
помощи маховика осторожно вставить
щуп индикатора в отверстие. -
Прислонить
щуп к стенке отверстия. -
Используя
вращательное движение, юстировать
положение осей X и Y шпинделя до тех пор,
пока показываемый индикатором дисбаланс
не окажется в допустимых пределах. -
Записать
машинные координаты по X и Y в соответствующие
регистры рабочих смещений.

Рис.
15.6. Установка рабочей системы координат
в центре отверстия
Измерение
инструмента и детали
Как
вы уже знаете, для того чтобы режущий
инструмент приходил в правильную
позицию, необходимо выполнить компенсацию
его длины, то есть произвести смещение
базовой точки шпинделя на величину,
записанную в регистре длины этого
инструмента. В некоторых случаях нужно
произвести коррекцию на радиус
инструмента. Перед началом обработки
оператор станка должен измерить длину
и радиус каждого инструмента,
использующегося в УП, и записать числовые
значения в соответствующие регистры
системы ЧПУ.
Существуют
несколько методов для измерения длины
и радиуса режущего инструмента: метод
касания заготовки, измерение вне станка
при помощи специального измерительного
устройства и автоматическое измерение
на станке.

Рис.
15.7. Датчик Renishaw TS-27 для измерения длины
и радиуса инструмента. Преимущества
автоматического измерения – высокая
точность и скорость
|
Рис. |

Аналогичные
системы существуют и в бесконтактном
варианте, при этом измерение инструмента
осуществляется при помощи лазера.
В
настоящее время многие обрабатывающие
центры оснащаются специальным датчиком
касания. Обычно он расположен в углу
рабочего стола и не мешает обработке.
Измерение геометрических характеристик
инструмента производится автоматически
по специальной программе, заложенной
в СЧПУ. Требуемый инструмент устанавливается
в шпиндель и по команде оператора
автоматически подводится к датчику.
Сначала инструмент подводится к датчику
касания сверху. Так как система знает
координаты датчика и базовой точки
шпинделя, то в момент касания она
производит вычисление абсолютной длины
инструмента. Затем инструмент касается
датчика сбоку, и система определяет его
радиус. Перед началом цикла автоматического
измерения оператор должен внести в
регистры системы примерные значения
длины и радиуса инструмента (можно
замерить обычной линейкой) во избежание
столкновения с датчиком. После измерения
полученные данные сразу попадают в
соответствующие регистры СЧПУ.
На
некоторых предприятиях для измерения
инструментов используют специальное
электронномеханическое устройство.
Инструмент устанавливают в гнездо,
аналогичное конусу шпинделя станка, и
подводят измерительный щуп к режущей
кромке. На небольшом дисплее отображаются
длина и радиус. Оператор станка должен
самостоятельно занести полученные
значения в соответствующие регистры
системы.

Рис.
15.9. Измерительный щуп касается поверхности
детали
Для
автоматического установления рабочей
системы координат и измерения размеров
деталей на станки с ЧПУ устанавливается
специальная система, состоящая из
измерительного щупа, который крепится
в шпинделе аналогично инструменту и
инфракрасным датчикам, «висящим» на
корпусе внутри рабочей зоны. Оператор
станка может подвести щуп к детали, по
определенной команде он коснется
поверхности и определит ее координаты.
Можно, например, автоматически измерить
диаметр обработанного отверстия и найти
его центр. Инфракрасные датчики работают
как приемник – они получают сигнал от
щупа в момент его касания с поверхностью
детали и передают его в систему управления.
Справочник
кодов и специальных символов
программирования
G-коды
G00
– ускоренное перемещение. Код G00
используется для выполнения ускоренного
перемещения. Ускоренное перемещение,
или позиционирование, необходимо для
быстрого перемещения режущего инструмента
к позиции обработки или к безопасной
позиции. Ускоренное перемещение никогда
не используется для выполнения обработки,
так как скорость движения исполнительного
органа станка очень высока и непостоянна.
Код G00 отменяется при программировании
следующих кодов: G01, G02, G03.

Рис.
16.1. Пример ускоренного перемещения. G00
X80 Z10 – позиционирование в точку с
координатами (80; 10). Более подробную
информацию вы найдете в главе 6
G01
– линейная интерполяция. Код G01 – команда
линейной интерполяции, обеспечивающая
перемещение инструмента по прямой линии
с заданной скоростью. Скорость перемещения
указывается F-адресом. Код G01 отменяется
с помощью кодов G00, G02HG03.

Рис.
16.2. Пример линейной интерполяции. G01 Х35
Y45 F200 – перемещение по прямой в точку с
координатами (35; 45) со скоростью подачи
200 мм/мин. Более подробную информацию
вы найдете в главе 6
G02
– круговая интерполяция (дуга в
направлении часовой стрелки). Код G02
предназначен для выполнения круговой
интерполяции, то есть для перемещения
инструмента по дуге (окружности) в
направлении часовой стрелки с заданной
скоростью. Скорость перемещения
указывается F-адресом. Код G02 отменяется
с помощью кодов G00, G01 и G03.
G03
– круговая интерполяция (дуга против
часовой стрелки). Код G03 предназначен
для выполнения круговой интерполяции,
то есть для перемещения инструмента по
дуге (окружности) против часовой стрелки
с заданной скоростью. Скорость перемещения
указывается F-адресом. Код G03 отменяется
с помощью кодов G00, G01 и G02.

Рис.
16.3. Круговая интерполяция в разных
плоскостях
G04
– выдержка. Код G04 – команда на выполнение
выдержки (паузы) с заданным временем.
Этот немодальный код программируется
вместе с X- или Р-адресом, который указывает
длительность времени выдержки. Обычно
это время составляет от 0.001 до 99999.999
секунды. Код G04, X- или Р-адрес программируются
вместе в одном кадре, который не содержит
никаких перемещений.
Если
для определения времени выдержки
используется Р, то нельзя программировать
десятичную точку. Адрес Р определяет
время выдержки в миллисекундах, а X – в
секундах. Если команда G04 программируется
без временного фактора, то она
воспринимается системой ЧПУ как
немодальная команда для точного останова.
Пример:
G04
Х1.5 – выдержка 1.5 секунды;
G04 Р2000 –
выдержка 2 секунды.
G09
– точный останов. Из-за автоматического
ускорения и замедления осевых перемещений
исполнительных органов станка с ЧПУ не
происходит точная обработка кромок
углов при переходе от одного движения
резания к другому. Эта неточность
обработки выражается в закруглении или
притуплении углов.
Предположим,
вы обрабатываете прямоугольный контур
и стремитесь получить острую кромку в
углу (рис. 16.4). Если вы работаете в обычном
режиме, то возможно, что при переходе
от движения по оси Y к движению по оси X
произойдет небольшое скругление этой
самой кромки (рис. 16.5). Особенно сильно
данный эффект проявляется при работе
с высокими скоростями подач и на больших
обрабатывающих центрах.

Рис.
16.4. Необходимо получить острую кромку
в правом верхнем углу контура

Рис.
16.5. Скругление кромки
Немодальный
код G09 предназначен для согласования
фактической траектории инструмента с
запрограммированной траекторией. То
есть при переходе от одного движения к
другому СЧПУ обеспечит законченное и
точное перемещение в указанную координату.
Код
G09 обычно указывается вместе с координатой,
в которой необходимо выполнить точный
останов. Управляющая программа,
гарантирующая получение острой кромки
правого верхнего угла прямоугольного
контура, будет выглядеть следующим
образом:
%
O0005
N100
G21
N102
G0 G17 G40 G49 G80 G90
N104
T1 M6
N106
G0 G90 G54 X30. Y-22.5 S1000 M3
N108
G43 H1 Z100.
N110
Z10.
N112
G1 Z-2. F100.
N114
Y-12.5
N116
G09 Y17.5
N118
X-25.
N120
X-35.
N122
Z8.
N124
G0 Z100.
N126
M5
N132
M30
%
Когда
инструмент приходит в координату Y17.5,
то СЧПУ выполняет точный останов. Время
выдержки в этой координате определяется
значением специального параметра
системы.
Чуть
позже вы познакомитесь с кодом G61, который
работает аналогично G09, но является
модальным.
G10
– включение режима ввода данных в СЧПУ.
Команда G10 позволяет устанавливать или
смещать рабочую систему координат и
вводить определенные значения в регистры
коррекции инструмента памяти СЧПУ при
помощи управляющей программы или
специальной (отдельной) программы.
Если
вы хотите ввести какие-либо значения в
регистры коррекции при помощи УП, то
они должны находиться в начале программы.
Этим вы обеспечиваете согласованность
значений в регистрах коррекции и самой
программы обработки.
Обычно
для ввода значений в регистры коррекции
применяется следующий формат:
G10 L11
P_R_;
где G10 – включение режима ввода
данных; L11 – настройка регистра коррекции
инструмента; Р – выбор регистра коррекции,
который необходимо изменить; R – вводимое
значение коррекции.
Если
команда G10 используется одновременно
с кодом G90, то значения в регистрах
коррекции переписываются (заменяются
новыми значениями). Когда G10 работает
вместе с кодом G91, то значения в корректорах
складываются (или вычитаются) с числовым
значением при R. К примеру, кадр G10 G90 Lll
P12 RIOO.05 заменяет существующее значение
в регистре коррекции № 12 на новое
значение 100.05.
Для
того чтобы установить или сместить
рабочую систему координат, используется
следующий формат:
G10 L2 P_X_Y_Z_;
где
G10 – включение режима ввода данных; L2 –
определение стандартной рабочей системы
координат; Р – выбор рабочей системы
координат; X, Y, Z – значения, определяющие
новое положение рабочей системы
координат.
Подготовительная
функция G10 является модальной и остается
активной до тех пор, пока не будет
отменена кодом G11. Перед использованием
G10 внимательно ознакомьтесь с документацией
к станку, так как формат кадра с G10 может
быть различным.
G11
– выключение режима ввода данных в
СЧПУ. При помощи команды G11 отменяется
команда G10 для включения режима ввода
данных в СЧПУ.
G15
– выключение режима полярных координат.
При помощи команды G15 вы отменяете режим
работы в полярной системе координат и
возвращаетесь к программированию в
прямоугольной системе координат.
G16
– включение режима полярных координат.
Подготовительная функция G16 позволяет
работать в полярной системе координат.
При этом запрограммированная позиция
определяется углом и расстоянием от
нулевой точки рабочей системы координат
или от текущей действительной позиции.
Работать
в полярной системе координат можно в
одной из трех плоскостей. С кодом G17 вы
работаете в плоскости XY, с кодом G18 – в
плоскости XZ, а с помощью кода G19 – в
плоскости YZ.

Рис.
16.6. Полярные координаты: точка А (5;20) и
точка В (4; 120)
Если
активна плоскость XY, то X-адрес определяет
радиус, a Y устанавливает угол относительно
оси X. Если активна плоскость XZ, то X адрес
определяет радиус, a Z устанавливает
угол относительно оси X. Если активна
плоскость YZ, то Y-адрес определяет радиус,
a Z устанавливает угол относительно оси
Y. Положительным считается угол, который
отсчитывается против часовой стрелки.
Полярные
перемещения, которые указываются при
действующей команде G90, выполняются
относительно нулевой точки активной
рабочей системы координат. Если же
действует код G91, то полярные перемещения
выполняются относительно текущей
позиции. Значения угла и радиуса могут
быть запрограммированы независимо как
абсолютные или относительные значения.
То есть полярное перемещение может быть
одновременно определено углом от нулевой
точки рабочей системы координат и
расстоянием (радиусом) от текущей
позиции.
Нередки
случаи, когда на чертежах отверстия
указываются при помощи полярных
координат. Чтобы не пересчитывать
полярные координаты в прямоугольные,
можно воспользоваться подготовительной
функцией G16.
…
G90
G17 G16
G81 G98 X4 Y30 Z-2 R0.5 F50
Y60
Y90
G15
G80
…
Команда
G16 является модальной, поэтому остается
активной до тех пор, пока ее не отменят
командой G15.
G17
– выбор плоскости XY. Подготовительная
функция G17 предназначена для выбора
плоскости XY в качестве рабочей (рис.
16.7). Плоскость XY становится определяющей
при использовании круговой интерполяции,
вращения системы координат и постоянных
циклов сверления.
G18
– выбор плоскости XZ. Подготовительная
функция G18 предназначена для выбора
плоскости XZ в качестве рабочей (рис.
16.7). Плоскость XZ становится определяющей
при использовании круговой интерполяции,
вращении системы координат и постоянных
циклов сверления.
G19
– выбор плоскости YZ. Подготовительная
функция G19 предназначена для выбора
плоскости YZ в качестве рабочей (рис.
16.7). Плоскость YZ становится определяющей
при использовании круговой интерполяции,
вращения системы координат и постоянных
циклов сверления.

Рис.
16.7. G17, G18, G19 используются для выбора
активной плоскости системы координат
G20
– ввод дюймовых данных. Код G20 активирует
режим работы с дюймовыми данными. Пока
действует этот режим, все вводимые
данные воспринимаются как дюймовые.
Рекомендуется во всех программах,
которые написаны в дюймовых размерах,
поставить команду G20 в начало программы
(в строку безопас ности), чтобы в случае,
если в программе, выполняемой до этого,
действовал метрический режим, обеспечить
выбор корректного формата.
Пример:
N10
G20 G40 G49 G54 G80 G90 – код G20 в строке
безопасности.
Команда является
модальной и действует до тех пор, пока
ее не отменят командой G21.
G21
– ввод метрических данных. Код G21
активирует режим работы с метрическими
данными. Пока действует этот режим, все
вводимые данные воспринимаются как
метрические. Рекомендуется во всех
программах, которые написаны в метрических
размерах, поставить команду G21 в начало
программы (в строку безопасности), чтобы
в случае, если в программе, выполняемой
до этого, действовал дюймовый режим,
обеспечить выбор корректного формата.
Пример:
N10
G21 G40 G49 G54 G80 G90 – код G21 в строке
безопасности.
Команда является
модальной и действует до тех пор, пока
ее не отменят командой G20.
G22
– включение режима предельных перемещений.
Код G22 активирует установленный предел
перемещений. В этом случае инструмент
не может выйти за пределы ограничивающей
области. Эта область, как правило,
устанавливается с помощью параметров
СЧПУ.
G23
– выключение режима предельных
перемещений. При выполнении команды
G23 установленные пределы перемещений
не действуют. То есть код G23 отменяет
действие кода G22 и позволяет инструменту
перемещаться в любую точку рабочей зоны
станка.
G27
– проверка возврата к исходной позиции.
Код G27 работает аналогично коду G28 (см.
далее). Единственная разница заключается
в том, что если позиция, к которой
произошло перемещение исполнительного
органа, не соответствует исходной
позиции, то в случае с G27 система ЧПУ
станка выдает аварийное сообщение или
сигнал.
Команды
G27 и G28 могут использоваться в циклах и
макросах автоматической смены инструмента.
Перед выполнением этих G-кодов обычно
отменяют коррекцию инструмента.
G28
– автоматический возврат в исходную
позицию. Команда G28 предназначена для
возврата станка в исходную позицию. Под
этим понимается ускоренное перемещение
исполнительных органов в нулевую точку
станка. Возврат в исходную позицию
предназначен прежде всего для возможности
проверки размеров и качества обрабатываемой
детали в середине программы обработки.
Иногда код G28 ставят в конец управляющей
программы, чтобы после ее завершения
рабочий стол переместился в положение,
удобное для съема обработанной детали.
Условный
кадр для автоматического возврата в
исходную позицию выглядит так:
G91G28X0.0Y0.0Z0.0
Если
в кадре с G28 указываются оси X, Y и Z с
нулевыми значениями, то возврат в
исходную позицию происходит по этим
трем осям. Однако не всегда нужно
выполнять эту операцию со всеми осями.
Возможно, что вам потребуется перемещение
только по двум из них. Например, для
возврата по осям Z и Y в программе обработки
должен стоять следующий кадр:
G91
G28 Y0.0. Z0.0
Обратите
особое внимание на находящийся в кадре
код G91. Как вы знаете, этот код активирует
работу в относительных координатах.
Дело в том, что G28 позволяет запрограммировать
некоторую промежуточную точку, в которую
будет совершено перемещение, перед тем
как станок вернется в исходную позицию.
На самом деле координаты, указанные в
кадре, являются координатами именно
промежуточной точки. В приведенных
ранее примерах мы указывали в качестве
координат промежуточной точки нулевые
значения. Так как в кадре стоит код
относительных координат G91, то станок
должен переместиться относительно
текущей позиции на нуль миллиметров по
каждой из осей. То есть не должен никуда
двигаться. Вот поэтому при наличии в УП
кадра G91 G28 Х0.0 Y0.0 Z0.0 станок будет сразу
возвращен в исходную позицию без «заезда»
в промежуточную точку.
Если
в программе обработки находится кадр
G91 G28 Х10.0 Z20.0, то станок сначала переместится
вправо и вверх, а только затем вернется
в нулевую точку. Для чего нужна эта
промежуточная точка? Код G28 вызывает
ускоренное перемещение, аналогичное
G00, а в этом случае оно может быть
непрямолинейным. То есть можно запросто
что-нибудь «зацепить». Опытный программист
старается сначала поднять инструмент
вверх, а уже затем «отпустить» станок
в нулевую точку:
G91
G28 Х0.0 Y0.0 Z20.0

Рис.
16.8. Если в УП присутствует команда G91
G28 Х10 Y25, то инструмент сначала переместится
в промежуточную точку, а затем вернется
в нуль станка
Опасайтесь
указывать в кадре с G28 код абсолютных
координат G90. Если в УП находится кадр
G90 G28 Х0.0 Y0.0 Z0.0, то очень высока вероятность
столкновения режущего инструмента с
частями станка или деталью.
G30
– возврат к позиции смены инструмента.
При помощи команды G30 осуществляется
автоматический возврат оси Z к позиции
смены инструмента и отменяется действующая
коррекция инструмента. Кадр для выполнения
возврата к позиции смены инструмента
должен выглядеть так:
G30
G91 Z0
Будьте
внимательны: если в кадре вместо G90
находится код G91, то шпиндель будет
перемещаться к поверхности рабочего
стола.
G31
– функция пропуска с реакцией на внешний
сигнал. В некоторых станках можно
использовать функцию пропуска с реакцией
на внешний сигнал. При помощи немодального
кода G31 программист программирует
линейную интерполяцию аналогично G01,
но скомбинированную с возможной реакцией
на внешний сигнал. Внешний сигнал
подается при нажатии на определенную
клавишу панели УЧПУ, например на клавишу
Старт цикла.
Если
сигнал пропуска не подавать, то программа
будет выполняться таким образом, как
если бы была запрограммирована команда
G01. Если СЧПУ получит внешний сигнал, то
выполнение программы переходит сразу
же к следующему кадру данных.

Рис.
16.9. Функция пропуска с реакцией на
внешний сигнал
G40
– отмена автоматической коррекции
радиуса инструмента. Автоматическая
коррекция радиуса инструмента отменяется
программированием команд G40 и D00. Обычно
код G40 находится в кадре с командой
прямолинейного холостого перемещения
от контура детали.
G1
G40 Х100
Некоторые
станки отменяют автоматическую коррекцию
радиуса инструмента при нажатии на
кнопку аварийного останова или сброса,
в случае возврата к нулевой точке станка
и с помощью кодов окончания программы.
G41
– коррекция на радиус, инструмент слева
от детали. Код G41 применяется для включения
автоматической коррекции радиуса
инструмента, находящегося слева от
детали. Направление смещения определяется,
если смотреть на траекторию сверху
вниз, то есть со стороны «+Z» в направлении
«–Z».
G42
– коррекция на радиус, инструмент справа
от детали. Код G42 применяется для включения
автоматической коррекции радиуса
инструмента, находящегося справа от
детали. Направление смещения определяется,
если смотреть на траекторию сверху
вниз, то есть со стороны «+Z» в направлении
«–Z».

Рис.
16.11. Коррекция справа
G43
– компенсация длины инструмента. При
выполнении УП базовая позиция шпинделя
(точка пересечения торца и оси вращения)
определяется запрограммированными
координатами. Проблема заключается в
том, что в базовой позиции шпинделя
обработка резанием не осуществляется.
Обработка производится кромкой режущего
инструмента, которая находится на
некотором расстоянии от базовой точки
шпинделя. Для того чтобы в запрограммированную
координату приходила именно режущая
кромка, а не шпиндель, необходимо
«объяснить» СЧПУ, на какую величину по
оси Z нужно сместить эту базовую точку.
Компенсация
длины инструмента осуществляется путем
программирования команды G43 и Н-слова
данных. Обычно компенсация длины
активируется совместно с холостым
перемещением по оси Z.
Пример:
G43 H01 Z100
G49
– отмена компенсации длины инструмента.
Компенсация длины инструмента отменяется
путем программирования команды G49 или
Н00.
G50
– выключение режима масштабирования.
Код G50 предназначен для выключения
режима масштабирования G51.
G51
– включение режима масштабирования. В
этом режиме программист изменяет
коэффициент масштаба для координатных
осей станка. Режим активиру ется при
помощи модального кода G51 и отменяется
кодом G50.
|
Рис. |

Можно
указать коэффициент масштаба для всех
осей одновременно или отдельно для
каждой оси. Если коэффициент масштаба
более 1, то система координат увеличивается.
Если же коэффициент масштаба менее 1,
то система координат уменьшается.
Для
единого изменения масштаба обычно
используется следующий формат:
G51
X_Y_Z_P_
где
G51 – включение режима масштабирования;
X – координата по оси X для средней точки
масштаба; Y – координата по оси Y для
средней точки масштаба; Z – координата
по оси Z для средней точки масштаба; Р –
коэффициент масштаба для всех осей.
При
независимом изменении масштаба возможно
также зеркальное отображение с помощью
отрицательных коэффициентов масштаба.
Для независимого изменения масштаба
обычно используется следующий формат:
G51
X Y Z I J К
где
G51 – включение режима масштабирования;
X – координата по оси X для средней точки
масштаба; Y – координата по оси Y для
средней точки масштаба; Z – координата
по оси Z для средней точки масштаба; I –
коэффициент масштаба для оси X; J –
коэффициент масштаба для оси Y; К –
коэффициент масштаба для оси Z.
В
функции зеркального отображения
комбинируются между собой независимое
изменение масштаба и возможность
зеркального отображения запрограммированных
координат по одной или нескольким осям.
В следующем программном примере
поясняется функция зеркального
отображения без изменения масштаба.
Основная
программа
…
G90
G01 F100
M98 P101
G51 X5 Y5 I-1 J1 K1
M98 P101
G51
X5 Y5 I-1 J-1 K1
M98 P101
G51 X5 Y5 I1 J-1 K1
M98
P101
…

Рис.
16.13. Зеркальное отображение траектории
Подпрограмма
O0101
G90
X6 Y6
Y7
X7
X8 Y8
X9
Y6
X6
M99
G52
– локальная система координат. СЧПУ
позволяет устанавливать, кроме стандартных
рабочих систем координат, еще и локальные
системы координат. Код G52 используется
для определения подчиненной системы
координат в пределах действующей рабочей
системы (G54–G59).
Когда
СЧПУ станка исполняет команду G52, то
начало действующей рабочей системы
координат смещается на значение,
указанное при помощи слов данных X, Y и
Z:
G52
X_Y_Z_

Рис.
16.14. Локальная система координат
Команда
G52 автоматически отменяется, если
программируется другая рабочая система
координат G54–G59 или с помощью команды
G52 Х0. Y0. Z0.
G54–G59
– стандартные рабочие системы координат.
При помощи кодов G54, G55, G56, G57, G58 и G59
определяется, в какой рабочей системе
координат будет производиться обработка
детали. Подробную информацию об этих
кодах и о взаимосвязи рабочей системы
координат с системой координат станка
вы можете найти в главе 3. Путем выбора
различных координатных систем программист
может при помощи одной и той же программы
обрабатывать различные детали. Если
была выбрана одна из координатных систем
G54–G59, то она действует до тех пор, пока
не будет активирована другая координатная
система.
G60
– позиционирование в одном направлении.
С помощью команды G60 ко всем
запрограммированным позициям по каждой
оси можно перемещаться из определенного
направления («+» или «–»). Благодаря
этому появляется возможность исключить
ошибки позиционирования, которые могут
возникать из-за мертвого хода в системах
сервопривода. Чаще всего направление
и величина перемещения задаются
параметрами СЧПУ.
G61
– режим точного останова. Команда G61
предназначена для включения режима
точного останова. Функция точного
останова подробно описана в характеристике
кода G09. Единственная разница между
кодами G61 и G09 заключается в том, что G09
является немодальной командой, то есть
действует только в определенном кадре.
Модальный код G61 остается активным, пока
не будет запрограммирована команда на
изменение этого режима, например с
помощью кода G63 для включения режима
нарезания резьбы метчиком или кода G64
режима резания.
G63
– режим нарезания резьбы метчиком.
Режим нарезания резьбы метчиком
активируется при помощи кода G63 и
используется в циклах нарезания резьбы.
В этом режиме невозможна корректировка
скорости подачи при помощиспециальной
рукоятки на панели УЧПУ станка. Режим
отменяется программированием команды
режима резания G64.
G64
– режим резания. Стандартный режим
резания активируется кодом G64. С помощью
этого кода отменяются другие специальные
режимы – режим нарезания резьбы метчиком
и режим точного останова.
G65
– немодальный вызов макропрограммы.
Код G65 позволяет выполнить макропрограмму,
находящуюся в памяти СЧПУ. Формат для
немодального вызова макропрограммы
выглядит следующим образом:
G65
P_L_
где
G65 – команда для вызова макропрограммы;
Р – номер макропрограммы; L – количество
выполнений макропрограммы. Если L не
указывается, то СЧПУ считает, что L = l.
G66
– модальный вызов макропрограммы.
Команда G66 предназначена для вызова
макропрограммы, как и команда G65.
Единственная разница между двумя этими
кодами заключается в том, что G66 является
модальным кодом и макропрограмма
выполняется при каждом перемещении,
пока не будет запрограммирована команда
G67. Формат для модального вызова
макропрограммы:
G66
P_L_
где
G66 – команда для вызова макропрограммы;
Р – номер макропрограммы; L – количество
выполнений макропрограммы.
Если
L не указывается, то СЧПУ считает, что L
= 1.
G67
– отмена модального вызова макропрограммы.
При помощи кода G67 отменяется режим
модального вызова макропрограммы G66.
G68
– вращение координат. Модальная команда
G68 позволяет выполнить поворот координатной
системы на определенный угол. Для
выполнения такого поворота требуется
указать плоскость вращения, центр
вращения и угол поворота. Плоскость
вращения устанавливается при помощи
кодов G17 (плоскость XY), G18 (плоскость XZ) и
G19 (плоскость YZ). Если желаемая плоскость
вращения уже активирована, то
программирование команд G17, G18 и G19 в
кадре с G68 не требуется.
При
действующей команде G90 центр вращения
указывается абсолютными координатами
относительно нулевой точки станка, если
не выбрана одна из стандартных рабочих
систем координат. Если выбрана одна из
рабочих систем координат G54–G59, то центр
вращения устанавливается относительно
нулевой точки активной рабочей системы
координат. В случае действующей команды
G91 центр вращения указывается относительно
текущей позиции. Если же координаты
цент ра вращения не будут указаны, то в
качестве центра вращения будет принята
текущая позиция.
Угол
вращения указывается при помощи R-слова
данных. Формат для команды вращения
координат обычно следующий:
G17
G68 X_Y_R_
G69
– отмена вращения координат. При помощи
кода G68 отменяется режим вращения
координат.
G73–G89
– постоянные циклы
|
G |
Описание |
|
G80 |
Отмена |
|
G81 |
Стандартный |
|
G82 |
Сверление |
|
G83 |
Цикл |
|
G73 |
Высокоскоростной |
|
G84 |
Цикл |
|
G74 |
Цикл |
|
G85 |
Стандартный |
О
работе с постоянными циклами сверления,
растачивания и нарезания резьбы вы
можете узнать из главы 8.
G90
– режим абсолютного позиционирования.
В режиме абсолютного позиционирования
G90 перемещения исполнительных органов
производятся относительно нулевой
точки станка или относительно нулевой
точки рабочей системы координат G54–G59.
Код G90 является модальным и отменяется
при помощи кода относительного
позиционирования G91.
G91
– режим относительного позиционирования.
При помощи кода G91 активируется режим
относительного (инкрементального)
позиционирования. При относительном
способе отсчета за нулевое положение
каждый раз принимается положение
исполнительного органа, которое он
занимал перед началом перемещения к
следующей опорной точке. Код G91 является
модальным и отменяется при помощи кода
абсолютного позиционирования G90.
G92
– смещение абсолютной системы координат.
Возникают ситуации, когда у оператора
станка появляется необходимость
установить определенные значения в
регистрах абсолютной системы координат
для перемещения нулевой точки в новое
положение. Дело в том, что не все станки
имеют набор из стандартных рабочих
систем координат, устанавливаемых с
помощью кодов G54–G59. Команда G92 применялась
на станках еще до появления функции
работы с несколькими стандартными
системами координат.
Код
G92 используют для сдвига текущего
положения нулевой точки путем изменения
значений в регистрах рабочих смещений.
Когда СЧПУ выполнит команду G92, то
значения в регистрах смещений изменятся
и станут равными значениям, которые
определены X-, Y- и Z-словами данных. Самое
главное – учтите, что X-, Y-, Z-слова данных
будут показывать текущее положение
инструмента в новой координатной
системе.
G92X
Y Z
Рассмотрим,
как работает команда G92, на конкретном
примере. На рис. 16.15 изображены две
заготовки. Заготовка А находится в
начальной нулевой точке, которую
установил оператор. Нам необходимо
обработать заготовку В, которая
расположена на 60 мм правее заготовки
А, путем смещения начальной нулевой
точки.

Рис.
16.15. С помощью G92 мы заменяем регистры
абсолютной позиции станка и смещаем
нулевую точку
Сначала
переместим инструмент в известную нам
начальную нулевую точку, а затем
используем G92:
…
G00
X0 Y0
G92 X-60 Y0
…
Кадр
G92 Х-60 Y0 означает, что новое текущее
положение инструмента определено
координатами (–60; 0), то есть на 60 мм левее
требуемой нулевой точки. Таким образом,
искомая нулевая точка будет находиться
на 60 мм правее текущего положения
инструмента.
Существует
другой метод для достижения этого же
результата. Можно сначала переместить
инструмент в позицию, которую мы хотим
сделать новой нулевой точкой, и затем
выполнить команду G92 Х0 Y0.
…
G00
X60 Y0
G92 X0 Y0
…
Команда
G92 сама по себе не вызывает осевых
перемещений. Указанное при помощи G92
смещение координатной системы на
большинстве станков может быть отменено
возвратом в нулевую точку или выключением
станка.
G94
– скорость подачи в дюймах/миллиметрах
в минуту. При помощи команды G94 указанная
скорость подачи устанавливается в
дюймах за 1 минуту или в миллиметрах за
1 минуту.
Если
действует дюймовый режим G20, то скорость
подачи F определяется как подача в дюймах
за 1 минуту. Если же активен метрический
режим G21, то скорость подачи F определяется
как подача в миллиметрах за 1 минуту.
G20
F10 – скорость подачи 10 дюймов в минуту;
G21 F10 – скорость подачи 10 миллиметров в
минуту.
Модальный
код G94 остается активным до тех пор, пока
не будет запрограммирован код G95.
G95
– скорость подачи в дюймах/миллиметрах
на оборот. При помощи команды G95 указанная
скорость подачи устанавливается в
дюймах на 1 оборот шпинделя или в
миллиметрах на 1 оборот шпинделя. То
есть скорость подачи F синхронизируется
со скоростью вращения шпинделя S. При
одном и том же значении F скорость подачи
будет увеличиваться при увеличении
числа оборотов шпинделя.
G20
F0.1 – скорость подачи равна 0.1 дюйма на
оборот; G21 F0.1 – скорость подачи равна
0.1 миллиметра на оборот. Модальный код
G95 остается активным до тех пор, пока не
будет запрограммирован код G94.
G98
– возврат к исходной плоскости в цикле.
Если постоянный цикл станка работает
совместно с кодом G98, то инструмент
возвращается к исходной плоскости в
конце каждого цикла и между всеми
обрабатываемыми отверстиями. Исходная
плоскость – это координата по оси Z
(уровень), в которой находится инструмент
перед вызовом постоянного цикла. Команда
G98 отменяется при помощи команды G99.
G99
– возврат к плоскости отвода в цикле.
Если цикл сверления работает совместно
с кодом G99, то инструмент возвращается
к плоскости отвода между всеми
обрабатываемыми отверстиями. Плоскость
отвода – это координата по оси Z (уровень),
с которой начинается сверление на
рабочей подаче и в которую возвращается
инструмент после того, как он достиг
дна обрабатываемого отверстия. Плоскость
отвода обычно устанавливается в кадре
цикла с помощью R-адреса. Команда G99
отменяется при помощи команды G98.
Адреса/слова
данных
X
является командой осевого перемещения.
Как правило, за X принимают ось, вдоль
которой возможно наибольшее перемещение
исполнительного органа станка. При этом
ось X перпендикулярна к оси Z и параллельна
плоскости рабочего стола.
Положительное
или отрицательное число, входящее в
состав этого слова данных, определяет
конечную позицию исполнительного органа
станка вдоль оси X. В кадре можно
запрограммировать X только один раз.
Если в одном кадре будет несколько
команд X, то СЧПУ будет работать с
последней из них (которая ближе к знаку
конца кадра).
Пример:
G01
G90 Х100 F200 – линейное перемещение в
координату Х = 200 со скоростью 200 мм/мин.
Когда
X находится в одном кадре с кодом выдержки
G04, то оно определяет время этой выдержки
в секундах (паузы).
Пример:
G04
Х5.0 – выполнить выдержку продолжительностью
5 секунд.
Y
является командой осевого перемещения.
Ось Y перпендикулярна осям X и Z.
Положительное или отрицательное число,
входящее в состав этого слова данных,
определяет конечную позицию исполнительного
органа станка вдоль оси Y. В кадре можно
запрограммировать Y только один раз.
Если в кадре будут указаны несколько
команд Y, то СЧПУ будет работать с
последней из них (которая ближе к знаку
конца кадра).
Пример:
G01
G90 Y102 F200 – линейное перемещение в
координату Y = 102 со скоростью 200 мм/мин.
Z
является командой осевого перемещения.
В качестве положительного направления
оси Z принимают вертикальное направление
вывода инструмента (например, сверла)
из заготовки. То есть ось Z всегда связана
со шпинделем станка. Положительное или
отрицательное число, входящее в состав
этого слова данных, определяет конечную
позицию исполнительного органа станка
вдоль оси Z. В кадре можно запрограммировать
Z только один раз. Если в кадре будут
указаны несколько команд Z, то СЧПУ будет
работать с последней из них (которая
ближе к знаку конца кадра).
Пример:
G01
G90 Z0.5 F200 – линейное перемещение в
координату Z = 0.5 со скоростью 200 мм/мин.
А,
В, С являются командами кругового
перемещения. Под круговым перемещением
понимается угловое перемещение (поворот)
оси шпинделя фрезерного станка или
угловое перемещение (поворот) управляемого
поворотного стола (4-ая ось).
Круговые
перемещения инструмента обозначают
латинскими буквами – А (вокруг оси X), В
(вокруг оси Y) и С (вокруг оси Z). Положительные
направления вращений вокруг этих осей
определяются очень просто. Если
расположить большой палец по направлению
оси, то другие согнутые пальцы покажут
положительное направление вращения.
Пример:
G01
G90 С90 F200 – поворот стола на 90° со скоростью
200 мм/мин.
Для
некоторых СЧПУ адрес С может являться
командой на выполнение фаски при
действующей линейной интерполяции.
Числовое значение, входящее в состав
С-слова данных, определяет размер фаски.
I,
J, К применяются во время круговой
интерполяции и служат для указания
относительных расстояний от начальной
точки дуги до ее центра. Слово данных с
I относится к оси X, слово данных с J – к
оси Y, а слово данных с К – к оси Z. При
этом в зависимости от расположения дуги
значения могут быть положительными или
отрицательными.
R.
При действующей круговой интерполяции
(G02/G03) R определяет радиус, который
соединяет начальную и конечную точки
дуги.
Для
некоторых СЧПУ адрес R может являться
командой на выполнение скруг ления при
действующей линейной интерполяции.
Числовое значение, входящее в состав
R-слова данных, определяет радиус
скругления.
В
постоянных циклах R определяет положение
плоскости отвода. При работе с командой
вращения координат R определяет угол
поворота координатной системы.
Р
обычно используется в постоянных циклах
обработки отверстий и определяет время
выдержки (паузы) на дне отверстия.
Числовое значение, входящее в состав
Р-слова данных, обычно определяет время
выдержки в 1/1000 секунды.
Когда
Р появляется в одном кадре с кодом вызова
подпрограммы М98, то оно обозначает номер
вызываемой подпрограммы. В ряде случаев
это же слово данных может указывать на
частоту вызова подпрограммы.
Пример:
М98
Р1001 – вызов подпрограммы О1001.
Q
часто используется в циклах прерывистого
сверления и определяет относительную
глубину каждого рабочего хода инструмента.
В
цикле растачивания Q определяет расстояние
сдвига расточного инструмента от стенки
обработанного отверстия для обеспечения
аккуратного вывода инструмента из
отверстия.
При
помощи D выбирается значение коррекции
на радиус инструмента. Коррекция радиуса
инструмента активируется командами
G41 и G42. При помощи команды D00 можно
отменить действующую коррекцию.
При
помощи Н выбирается значение компенсации
длины инструмента. Компенсация длины
инструмента обычно активируется командой
G43. При помощи команды НОО можно отменить
действующую компенсацию длины инструмента.
Для
определения скорости подачи служит
F-адрес. Если в одном кадре будут
запрограммированы несколько скоростей
подач, то СЧПУ будет работать с последней
из них. В случае программирования F с
кодом G94 скорость подачи будет установлена
в дюймах (G20) или миллиметрах (G21) в минуту
(минутная подача). А в случае использования
с G95 скорость подачи будет установлена
в дюймах (G20) или миллиметрах (G21), наоборот.
F-адрес является модальным, то есть
установленная скорость подачи остается
неизменной до тех пор, пока не указано
новое числовое значение вместе с F или
не изменен режим перемещений при помощи
G00.
С
помощью S определяется число оборотов
шпинделя. S-адрес является модальным,
то есть установленное число оборотов
остается неизменным до тех пор, пока не
указано новое числовое значение вместе
с S.
При
помощи Т осуществляется управление
магазином инструментов. Числовое
значение с Т определяет номер инструмента
(ячейки), который необходимо переместить
в позицию смены путем поворота
инструментального магазина. Обычно Т
программируют в одном кадре с командой
смены инструмента М06. В этом случае
числовое значение при Т будет определять
номер инструмента, который необходимо
вызвать из магазина и установить в
шпиндель.
Пример:
Т2
М06 – вызвать инструмент № 2. Как правило,
адрес О указывает системе ЧПУ на номер
управляющей программы.
Пример:
О2007
– программа обработки будет зарегистрирована
в памяти СЧПУ под номером 2007.
С
помощью N производится нумерация кадров
УП. При использовании номера кадра он
может быть поставлен в кадре в любую
позицию, но обычно его указывают в самом
начале. Номер кадра не влияет на работу
станка, а помогает оператору ориентироваться
в содержании программы обработки.
М-коды
М00
– запрограммированный останов. Когда
СЧПУ исполняет команду М00, то происходит
так называемый запрограммированный
останов. Все осевые перемещения
останавливаются и возобновляются лишь
после того, как оператор станка нажмет
клавишу Старт цикла на панели УЧПУ. При
этом шпиндель продолжает вращаться (у
большинства станков) и другие функции
остаются активными. Если оператор станка
нажимает клавишу Старт цикла, то
выполнение программы будет продолжено
с кадра, следующего за М00.
М01
– останов по выбору. Код М01 предназначен
для останова по выбору. Действует он
аналогично коду М00, однако предоставляет
выбор оператору – нужно или не нужно
прерывать выполнение управляющей
программы. На панели УЧПУ практически
любого станка имеется клавиша (или
переключатель) М01. Если эта клавиша
нажата, то при чтении кадра с М01 происходит
останов. Если же клавиша не нажата, то
кадр М01 пропускается и выполнение УП
не прерывается.
М02
– конец программы. Код М02 информирует
СЧПУ о завершении программы.
М03
– прямое вращение шпинделя. При помощи
кода М03 включается прямое (по часовой
стрелке) вращение шпинделя с
запрограммированным числом оборотов
(S-слово). Команда М03 остается действующей
до тех пор, пока она не будет отменена
с помощью М04 или М05.
М04
– обратное вращение шпинделя. При помощи
кода М04 включается обратное (против
часовой стрелки) вращение шпинделя с
запрограммированным числом оборотов
(S-слово). Команда М04 остается действующей
до тех пор, пока она не будет отменена
с помощью М03 или М05.
М05
– останов шпинделя. Команда М05
останавливает вращение шпинделя, но не
останавливает осевые перемещения (за
исключением режима G95).
М06
– автоматическая смена инструмента.
При помощи команды М06 инструмент,
закрепленный в шпинделе, меняется на
инструмент, находящийся в положении
готовности в магазине инструментов.
М07
– включение подачи СОЖ в распыленном
виде. Команда М07 включает подачу СОЖ в
зону обработки в распыленном виде, если
станок обладает такой возможностью.
М08
– включение подачи СОЖ. Команда М08
включает подачу СОЖ в зону обработки в
виде струи.
М09
– выключение подачи СОЖ. Команда М09
выключает подачу СОЖ и отменяет команды
М07 и М08.
М19
– юстировка шпинделя. При помощи команды
M19 осуществляется радиальная юстировка
шпинделя (поворот в определенное
положение), чтобы выставить приводной
носик шпинделя на позицию смены
инструмента. В этом положении шпиндель
обычно зажимается и его не провернуть
рукой.
М20
– отмена юстировки шпинделя. При помощи
команды М20 отменяется команда юстировки
шпинделя М19.
М30
– конец программы. Код М30 информирует
СЧПУ о завершении программы.
М98
– вызов подпрограммы. Команда М98
предназначена для вызова подпрограммы.
Вместе с этой командой программируется
Р-слово данных, которое обозначает номер
вызываемой подпрограммы.
Пример:
М98
Р1001 – вызвать подпрограмму О1001.
М99
– конец подпрограммы. При помощи команды
М99 по окончании подпрограммы осуществляется
возврат к главной программе, из которой
была вызвана подпрограмма.
Специальные
символы в УП
«/»
– пропуск кадра. Пропуск кадра – полезная
функция, позволяющая оператору станка
выбрать определенные кадры, которые не
нужно выполнять. Эта функция реализуется,
если в начало кадра поставить «/» (косая
черта, слэш). Для того чтобы СЧПУ не
выполнила кадр, в самом начале которого
стоит «/», необходимо, чтобы специальный
переключатель Пропуск кадра на панели
УЧПУ станка находился в положении Вкл.
В
этом случае система пропускает данный
кадр и переходит к выполнению следующего.
Если же переключатель Пропуск кадра на
панели УЧПУ станка находится в положении
Выкл., то кадр с кодом «/» отрабатывается
как обычно. Таким образом, с помощью
кода «/» и переключателя Пропуск кадра
оператор станка может влиять на выполнение
УП.
Пример:
…
N50
G81 X0 Y0 Z-10 R2 F50
N60 X10 Y20
N70 X10 Y30
/N80 X20
Y20
/N90 X20 Y30
N100 M05
…
|
Положение |
Поведение |
|
Пропуск |
|
|
Вкл. |
Кадры |
|
Выкл. |
Кадры |
«;»
или «(…)» – комментарии в УП. Комментарии
представляют собой обычные предложения,
при помощи которых программист доводит
до оператора станка определенную
технологическую информацию. Как правило,
в комментариях содержатся следующие
данные:
-
дата
и время создания УП; -
номер
чертежа; -
материал
заготовки; -
данные
о рабочей системе координат; -
размеры
инструмента; -
названия
технологических операций.
Для
того чтобы ввести комментарии в УП,
необходимо использовать специальные
символы (знаки) программирования. В
качестве таких символов для большинства
СЧПУ применяются круглые скобки или
точка с запятой. Перед символами
комментариев не принято ставить номера
кадров, если комментарии занимают кадр
полностью.
139
При программировании обработки деталей на станках с ЧПУ в соответствии со стандартом DIN 66025 (ISO 6983), известном ранее как ISO 7bit, используются следующие операторы:
- N — номер кадра;
- G — подготовительные функции;
- Х, Y, Z, А, В, С — информация о перемещениях по осям;
- М — дополнительные функции;
- S — функции шпинделя;
- T — функции инструмента;
- F — функции подачи;
- D — номер коррекции инструмента;
- Н — вспомогательные функции (блоки данных коррекции инструмента в режиме DIN-ISO). При наличии действительного номера D актуального инструмента он индицируется дополнительно.
Для большей наглядности структуры кадра операторы в кадре должны быть расположены в следующей последовательности: N, G, X, Y, Z, А, В, С, F, S, T, D, M, H.
Управляющая программа состоит из n-го числа кадров, воспроизводимых непрерывно или с заданными паузами (при высокоскоростной обработке деталей из высокопрочных алюминиевых сплавов даже кратковременная остановка инструмента между смежными кадрами недопустима из-за опасности перегрева или проплавления обработанной поверхности за счет трения). Кроме того, возможен пропуск отдельных кадров и коррекция размеров путем подключения подготовительных функций. Это обеспечивает разработку управляющих программ для типовых технологических процессов.
Кадры управляющей программы состоят из следующих компонентов:
- команды (операторы) по DIN 66025;
- элементы высокоуровневого языка программирования ЧПУ;
- идентификаторы (определенные имена) для:
- системных переменных;
- определенных пользователем переменных;
- подпрограмм;
- кодовых слов;
- меток перехода;
- макросов;
- операторы сравнения;
- логические операторы;
- функции вычисления;
- управляющие структуры.
Так как набора команд по DIN 66025 недостаточно для программирования сложных процессов обработки на современных многоцелевых станках, он был дополнен элементами высокоуровневого языка программирования ЧПУ.
В отличие от команд по DIN 66025 команды высокоуровневого языка программирования ЧПУ состоят из нескольких букв адреса, к примеру:
- OVR — для коррекции скорости (процентовка);
- SPOS — для позиционирования шпинделя.
Структура программы имеет следующий вид: «%» (только для программ, разработанных на ПЭВМ), заголовок программы «О» или «:» с последующим номером программ, содержащим не более четырех цифр. Каждая строка в программе является кадром.
Каждый кадр программы имеет структуру:
- N — порядковый номер кадра (не более четырех знаков, нумерация ведется через 5 или 10 для возможности при отработке программы введения дополнительных кадров);
- подготовительная функция G;
- координаты Х, Y, Z, A, C, В;
- дополнительная функция М;
- функция шпинделя S;
- функция инструмента Т;
- функция подачи F;
- D — номер коррекции инструмента;
- H — блоки данных коррекции инструмента в режиме DIN-ISO. Команды действуют либо модально, либо покадрово.
Модально действующие команды сохраняют свою значимость во всех последующих кадрах с запрограммированным значением до тех пор, пока по тому же адресу не будет запрограммировано новое значение, отменяющее действующую прежде команду.
Действующие покадрово команды сохраняют свою значимость только в том кадре, в котором они программируются.
Каждый кадр заканчивается символом LF, запись символа LF не требуется, он автоматически создается при переключении строки. Программа заканчивается командами М2, М30 или М99. Кадр может состоять максимально из 512 символов (включая комментарий и символ конца кадра LF).
Подготовительные функции G обеспечивают все действия станка.
Х, Y, Z — линейные координатные оси станка, координата Z всегда параллельна оси шпинделя станка или перпендикулярна плоскости закрепления детали для станков с двухповоротной фрезерной головкой; А, С, В — угловые координаты вращения относительно линейных координатных осей. Если станок имеет больше двух шпинделей, а также инструментальных головок, то появляются дополнительные координатные оси Х’, Y’, Z’, А’, С’, В’ и т. д.
Следует отметить, что подготовительные функции позволяют переходить к системе координат детали, что в ряде случаев позволяет отказаться от применения специальных приспособлений.
Дополнительные функции М отвечают за включение, выключение шпинделя, насосных станций для подачи СОЖ, направление вращения шпинделя, конец программы.
Функция шпинделя S задает частоту вращения шпинделя.
Функция инструмента Т задает номер инструмента или инструментальной наладки.
Функция подачи F задает значение подачи.
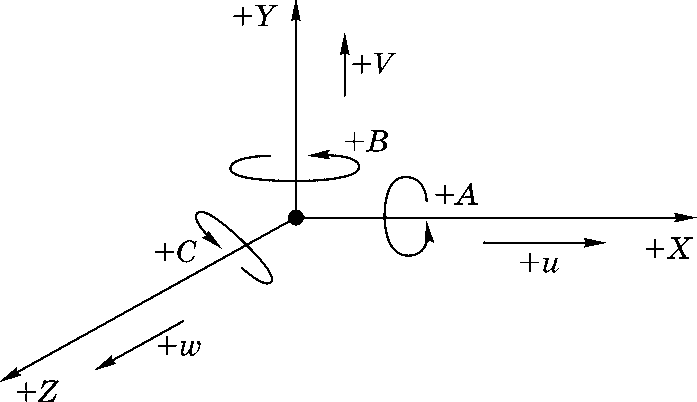
Рис. 1. Система координат рабочего пространства станка и направления положительных перемещений
Система координат станка и направления положительных перемещений приведены на рисунке 1.
Управляющие программы могут быть составлены в системе координат станка, в этом случае применяемая станочная оснастка должна быть согласована с координатной сеткой стола станка. Согласование выполняется тем, что опорная плита приспособления имеет центрирующий палец и шпонку. Палец совмещается с втулкой, запрессованной в центре стола станка, а шпонка — с классным пазом. Таким образом, рабочее пространство станка в плоскости Х–Y совмещается с системой координат приспособления. В системе координат приспособления выполнены базовые поверхности, например плоскость и два пальца (цилиндрический и срезанный). Следовательно, погрешности базирования имеют место как при установке приспособления, так и при установке детали.
При интенсивной эксплуатации в условиях многономенклатурного производства, т. е. при частой смене приспособлений необходимо выполнять перепроверку не только оснастки, но и направляющих базовых поверхностей стола станка, а именно центрирующую втулку и классный паз.
С учетом этого целесообразно обработку выполнять в системе координат детали. Приспособление ориентируется только по одной оси, а привязка к системе координат детали выполняется измерительными датчиками. В этом случае кроме исключения погрешности базирования снижаются требования к срокам перепроверки оснастки, более того, появляется возможность шире применять нормализованные приспособления или наладки из них без привязки к системе координат станка.
Подготовительные функции G, дополнительные функции М приведены в таблицах 1, 2.
Так, на фрезерных станках смена инструмента выполняется в следующей последовательности: с помощью команды Т выбирается инструмент, а его смена происходит только по команде M6.
Для револьверных головок токарных станков для смены инструмента достаточно команды Т.
Функция шпинделя S задает частоту вращения шпинделя, функция инструмента Т задает номер инструментальной наладки или инструмента, функция подачи F задает значение подачи.
Таблица 1. Подготовительные функции G
| Инструкция | Описание |
| G00 | Линейная интерполяция при ускоренном перемещении |
| G01 | Линейная интерполяция при скорости подачи |
| G02 | Круговая интерполяция по часовой стрелке |
| G03 | Круговая интерполяция против часовой стрелки |
| G04 | Выдержка времени |
| G05 | Круговая интерполяция с выходом на круговую траекторию по касательной |
| G06 | Снижение допустимого уровня ускорения |
| G07 | Отмена снижения допустимого уровня ускорения |
| G0S | Управление скоростью подачи в точках перегиба |
| G09 | Отмена управления скоростью подачи в точках перегиба |
| G10 | Ускоренное перемещение в полярных координатах |
| G11 | Линейная интерполяция в полярных координатах |
| G12 | Круговая интерполяция по часовой стрелке в полярных координатах |
| G13 | Круговая интерполяция против часовой стрелки в полярных координатах |
| G14 | Программирование величины коэффициента усиления по скорости следящего привода |
| G15 | Отмена G14 |
| G16 | Программирование без указания плоскости |
| G17 | Выбор плоскости У—Х |
| G1S | Выбор плоскости Z—X |
| G19 | Выбор плоскости У—Z |
| G20 | Задание полюса и плоскости координат при программировании в полярных координатах |
| G21 | Программирование классификации осей |
| G22 | Активизация таблиц |
| G23 | Программирование условного перехода |
| G24 | Программирование безусловного перехода |
| G32 | Нарезание резьбы в режиме линейной интерполяции без компенсирующего патрона |
| G34 | Скругление угла для двух соседних прямолинейных участков (с допустимым отклонением под адресом Е) |
| G35 | Выключение сглаживания угла |
| G36 | Выключение запрограммированного при скруглении угла отклонения, которое становится равным машинному параметру |
| G37 | Программирование точки для зеркального отображения или поворота координат |
| G38 | Активизация зеркального отображения, поворота координат, масштабирования |
| G39 | Отмена зеркального отображения, поворота координат, масштабирования |
| G40 | Отмена эквидистантной коррекции |
| G41 | Эквидистантная коррекция слева по направлению подачи |
| G42 | Эквидистантная коррекция справа по направлению подачи |
| G53 | Отмена смещения нуля |
| G54-G59 | Инициация смещения нуля |
| G60 | Смещение координатной системы программы |
| G61 | Точное позиционирование при движении со скоростью подачи |
| G62 | Отмена точного позиционирования |
| G63 | Включение 100% от запрограммированного значения скорости |
| G64 | Привязывание скорости подачи к точке контакта фрезы и детали |
| G65 | Привязывание скорости подачи к центру фрезы |
| G66 | Активизация значения скорости заданной потенциометром |
| G67 | Отмена смещения координатной системы программы |
| G68 | Вариант сопряжения отрезков эквидистант по дуге |
| G69 | Вариант сопряжения отрезков эквидистант по траектории пересечения эквидистант |
| G70 | Программирование в дюймах |
| G71 | Отмена программирования в дюймах |
| G73 | Линейная интерполяция с точным позиционированием |
| G74 | Выход в начало координат |
| G75 | Работа с датчиком касания |
| G76 | Перемещение в точку с абсолютными координатами в системе координат станка |
| G78 | Активизация сверлильной оси |
| G79 | Деактивация одной сверлильной оси или всех сразу |
| G80 | Отмена вызова стандартных циклов |
| G81, G82 | Стандартный цикл сверления |
| G83 | Стандартный цикл глубокого сверления |
| G84 | Цикл нарезания резьбы с компенсирующим патроном |
| G85, G86 | Стандартный цикл рассверливания |
| G90 | Программирование в абсолютных координатах |
| G91 | Программирование в относительных координатах |
| G92 | Установка значений координат |
| G93 | Программирование времени отработки кадра |
| G94 | Программирование подачи в мм/мин |
| G95 | Программирование подачи в мм/об |
| G97 | Программирование скорости резания |
| G105 | Установка нуля для линейных бесконечных осей |
| G108 | Управление подачей в точках перегиба с учетом Look Ahead |
| G112 | Деактивация опережающего управления скоростью |
| G113 | Активация опережающего управления торможением |
| G114 | Активация опережающего управления скоростью |
| G115 | Деактивация опережающего управления скоростью |
| G138 | Включение компенсации положения заготовки |
| G139 | Выключение компенсации положения заготовки |
| G145-845 | Активизация внешней коррекции со стороны программируемого контролера |
| G146 | Выключение внешней коррекции инструмента |
| G147, G847 | Вторичная компенсационная группа коррекций инструмента; коррекции соотнесены с осями |
| G148 | Отмена дополнительной компенсации инструмента |
| G153 | Отмена первого аддитивного смещения нуля |
| G154-159 | Индикация первого аддитивного смещения нуля |
| G160-360 | Внешнее смещение нуля |
| G161 | Точное позиционирование при ускоренном перемещении |
| G162 | Отмена точного позиционирования при ускоренном перемещении |
| G163 | Точное позиционирование при ускоренном перемещении и перемещение со скоростью подачи |
| G164 | Первая опция точного позиционирования |
| G165 | Вторая опция точного позиционирования |
| G166 | Третья опция точного позиционирования |
| G167 | Отмена внешнего смещения нуля |
| G168 | Смещение координатной системы управляющей программы |
| G169 | Отмена всех смещений координатной системы |
| G184 | Цикл нарезания резьбы без компенсирующего патрона |
| G189 | Программирование в абсолютных координатах для бесконечных осей |
| G190 | Программирование в абсолютных координатах «слово за словом» |
| G191 | Программирование в относительных координатах «слово за словом» |
| G192 | Установка нижнего предела частоты вращения в управляющей программе |
| G194 | Программирование скорости (подачи, частоты вращения) с адаптацией ускорения |
| G200 | Линейная интерполяция на ускоренном перемещении без торможения до V = 0 |
| G202 | Винтовая интерполяция по часовой стрелке |
| G203 | Винтовая интерполяция против часовой стрелки |
| G206 | Активизация и сохранение в памяти максимальных значений ускорений |
| G228 | Переходы от кадра к кадру без торможения |
| G253 | Отмена второго аддитивного смещения нуля |
| G254-259 | Инициация второго аддитивного смещения нуля |
| G268 | Аддитивное смещение координатной системы управляющей программы |
| G269 | Отмена аддитивного смещения координатной системы управляющей программы |
| G292 | Установка верхнего предела частоты вращения в управляющей программе |
| G301 | Включение осциллирующего движения |
| G350 | Установка параметров осциллирующего движения |
| G408 | Формирование гладкого ускорения при движении от точки к точке |
| G500 | Обнаружение возможных коллизий при опережающем просмотре кадров |
| G543 | Включение управления коллизиями при опережающем просмотре кадров |
| G544 | Выключение управления коллизиями при опережающем просмотре кадров |
| G575 | Переключение кадров высокоскоростным внешним сигналом |
| G580 | Расформирование координатных осей |
| G581 | Формирование координатных осей |
| G608 | Формирование гладкого ускорения при движении от точки к точке для каждой оси в отдельности |
Примечание. Для каждой системы управления некоторые значения подготовительных функций могут иметь разные значения в зависимости от изготовителя станка. Следует отметить, что для расширения технологических возможностей оборудования у изготовителей систем ЧПУ имеет место тенденция увеличения подготовительных функций.
Таблица 2. Дополнительные функции М
| Инструкция | Описание |
| МО | Остановка программы |
| М1 | Остановка по требованию |
| М2 | Конец программы |
| М3 | Включение вращения шпинделя по часовой стрелке |
| М4 | Включение вращения шпинделя против часовой стрелки |
| М5 | Остановка шпинделя |
| М2=3 | Инструмент с механическим приводом включен по часовой стрелке |
| М2=4 | Инструмент с механическим приводом включен против часовой стрелки |
| М2=5 | Инструмент с механическим приводом выключен |
| М6 | Автоматическая смена инструмента |
| М7 | Включение обдува воздухом |
| МS | Включение подачи СОЖ |
| М9 | Выключение охлаждения |
| М1О | Отключение обдува воздухом |
| М11 | Зажим инструмента |
| М12 | Разжим инструмента |
| М13 | Включение вращения шпинделя по часовой стрелке совместно с включением СОЖ |
| М14 | Включение вращения шпинделя против часовой стрелке совместно с включением СОЖ |
| М15 | Включение СОЖ для смыва стружки |
| М17 | Конец подпрограммы |
| М19 | Ориентация шпинделя |
| М21 | Включение зеркального отображения программы вдоль оси Х |
| М22 | Включение зеркального отображения программы вдоль оси У |
| М23 | Отключение зеркального отображения программы |
| М29 | Включение режима жесткого резьбонарезания |
| М3О | Конец программы с возможностью одновременного выключения питания станка |
| М52 | Перемещение магазина на позицию вправо |
| М53 | Перемещение магазина на позицию влево |
| М7О | Инициализация магазина |
| М71 | Опускание активного кармана магазина |
| М72 | Поворот манипулятора на 60° |
| М73 | Разжим инструмента |
| М74 | Поворот манипулятора на 120° |
| М75 | Зажим инструмента |
| М76 | Поворот манипулятора на 180° |
| М77 | Поднятие активного кармана магазина |
| М98 | Вызов подпрограммы |
| М99 | Возврат в основную программу |
Примечакие. Для разных систем управления и типов станков дополнительные функции могут иметь другие значения, например активировать перемещение задней бабки, функции загрузочного устройства, люнета и т. д.
При создании программы ЧПУ само программирование, т. е. преобразование отдельных рабочих переходов в язык ЧПУ, часто является лишь небольшой частью работы по программированию.
Перед программированием необходимо осуществить планирование и подготовку рабочих переходов. Чем точнее будет спланировано начало и структура программы ЧПУ, тем быстрее и проще будет осуществляться само программирование и тем более наглядной и менее подверженной ошибкам будет готовая программа ЧПУ.
Преимущество наглядных программ особо проявляется тогда, когда позднее необходимо вносить изменения.
Так как не каждая программа имеет такую же структуру, то не имеет смысла работать по типовому шаблону. Однако для большинства случаев целесообразно придерживаться следующей последовательности.
1. Подготовка чертежа детали заключается:
- а) в определении нулевой точки детали;
- б) в нанесении системы координат;
- в) в вычислении возможно отсутствующих координат.
2. Определение процесса обработки:
- а) Когда будут использоваться, какие инструменты и для обработки каких контуров?
- б) В какой последовательности будут изготовляться отдельные элементы детали?
- в) Какие отдельные элементы повторяются (возможно, в повернутом виде) и должны быть сохранены в подпрограмме?
- г) Имеются ли в других программах обработки деталей или подпрограммах контуры деталей, которые могут быть повторно использованы для актуальной детали?
- д) Где целесообразны или необходимы смещения нулевой точки, вращение, отражение, масштабирование (концепция фрейма)?
3. Создание технологической карты. Определить поочередно все процессы обработки станка, к примеру:
- а) движения ускоренным ходом для позиционирования;
- б) смена инструмента;
- в) определение плоскости обработки;
- г) свободный ход для дополнительного измерения;
- д) включение/выключение шпинделя, СОЖ;
- е) вызов данных инструмента;
- ж) подача;
- з) коррекция траектории;
- и) подвод к контуру;
- к) отвод от контура и т. д.
4. Перевод переходов на язык программирования: запись каждого перехода как кадра ЧПУ (или кадров ЧПУ).
5. Соединение всех отдельных переходов в операцию, как правило, в одной программе. Иногда, особенно при обработке крупногабаритных деталей в программу, могут быть выделены переходы черновой, получистовой и чистовой обработки. Это имело место при ограниченном объеме памяти, характерном для устаревших систем ЧПУ. Для современных систем программного управления объем памяти практически не ограничивает технологические возможности станков.
В современных системах программного управления широко применяются стандартные циклы обработки. Их использование значительно сокращает затраты времени на программирование.
Некоторые постоянные цикла для систем управления, используемые в программном обеспечении WIN NC SINUMERIK, приведены ниже:
- CYCLE81 — сверление, центрование;
- CYCLE82 — сверление, зенкерование;
- CYCLE83 — сверление глубоких отверстий спиральными сверлами;
- CYCLE84 — нарезание внутренней резьбы без компенсирующего патрона;
- CYCLE840 — нарезание внутренней резьбы с компенсирующим патроном для метчика;
- CYCLE85 — растачивание 1;
- CYCLE86 — растачивание 2;
- CYCLE87 — растачивание 3;
- CYCLE88 — растачивание 4;
- CYCLE89 — растачивание 5;
- CYCLE93 — проточка;
- CYCLE94 — внутренняя выточка;
- CYCLE95 — цикл снятия припуска;
- CYCLE96 — резьбовая выточка;
- CYCLE97 — цикл нарезания резьбы.
Следует отметить, что системы программного управления высокого уровня являются открытыми, что позволяет расширить библиотеку стандартных циклов обработки типовых поверхностей характерных для производства данного типа продукции и тем самым сократить сроки подготовки производства.
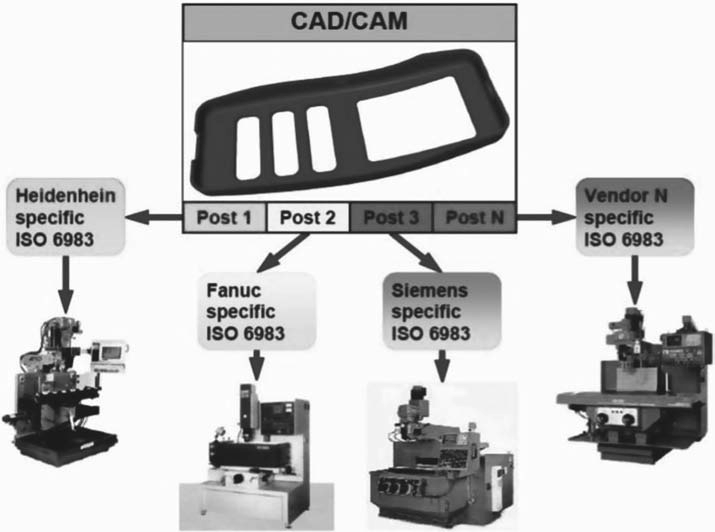
Рис. 2. Текущее положение между системами автоматизированного проектирования технологических процессов, управляющих программ и ЧПУ разных изготовителей
Применение CAM систем привело к необходимости для каждой системы программного управления разрабатывать постпроцессоры, без которых оборудование не понимает программы без их перевода в машинные коды (рис. 2).
Программирование современных систем ЧПУ выполняется в соответствии со стандартом ISO 6983 (DIN 66025), которому уже более 50 лет и который, как считают программисты, якобы тормозит развитие ЧПУ-технологий. Термин «ЧПУ-технологии», по мнению автора, не правомерен, обработка деталей на станках с ЧПУ подчиняется всем закономерностям технологии машиностроения и обработки металлов резанием или других методов формообразования.
Нарушение закономерностей технологических наук приводит:
- к повышенному короблению деталей;
- к снижению точности линейных размеров;
- к росту трудоемкости обработки деталей и т. д.
Основным отличием для многоцелевых станков является предельно выраженная концентрация операций, не только характерная для данного вида оборудования, но и реализуемая приводным инструментом и специальной шпиндельной оснасткой, а также методы обеспечения точности с использованием станочных измерительных систем. Стандарт поддерживает простые команды для элементарных перемещений и логических операций. В настоящее время для решения сложных геометрических и логических задач в системах программного управления кроме машинных кодов в соответствии с DIN 66025 (ISO 7bit) применяют языки программирования высокого уровня. Управляющие программы в стандарте ISO 6983 содержат незначительное количество информации, полученной на уровне CAD-CAM систем. Однако более серьезным недостатком, как считают разработчики систем программного управления, является невозможность двустороннего обмена информацией с этими системами, что означает, что любые изменения в управляющей программе не могут быть отображены в восходящем информационном потоке к системам CAD-CAM. Необходимо отметить, что это целесообразно не для всех отраслей промышленности. Так, например, сглаживание плавного сопряжений теоретических контуров сплайнами допустимо, а сопряжение двух поверхностей требует анализа возможных методов их формообразования, для ряда конструкционных материалов могут иметь место технологические ограничения, например, минимально допустимые радиусы сопряжения конструктивных элементов деталей из высокопрочных алюминиевых сплавов и т. д.
В отличие от DIN 66025 (ISO 6983) разрабатываемый стандарт STEP-NC ISO 14649 (на данный период разработаны не все его модули) определяет специальную структуру управляющей программы ЧПУ — program structure, которую используют для построения логических блоков в рамках структурного программирования обработки. Структура управляющей программы не является списком типовых обрабатываемых форм (features); она определяет план операции (workplan), который представляет собой последовательность исполняемых объектов (executables). STEP-NC предполагает широкий обмен информацией между инженерными службами, в том числе подготовки и планирования производства, а также цеховым уровнем.
Структура предполагаемого обмена информацией приведена на рисунке 3.
Структура планируемого информационного обмена вызывает массу вопросов:
- недостаточный уровень формализации инженерных работ затрудняет создание баз знаний;
- большое количество каталогов режущего инструмента, в которых приведена недостаточная информация для выбора инструмента для обработки специальных материалов и условий его применения, что требует в большинстве случаев экспериментальной проверки;
- в каталогах оборудования часто отсутствует информация о позиционной точности управляемых осей станка, динамические характеристики приводов и т. д.;
- устаревшие технологические справочники, разработанные еще для универсального оборудования и систематически переиздаваемые практически без обновления технологической информации;
- отсутствие систематизированной информации о прогрессивной технологической оснастке.
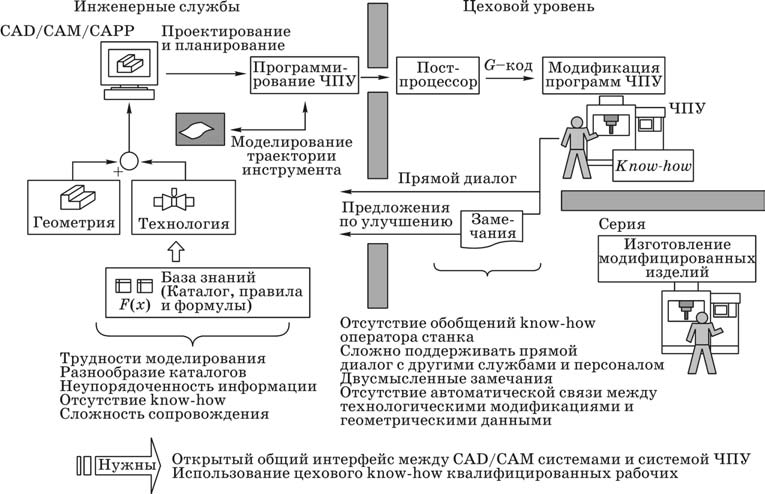
Рис. 3. Планируемый обмен информацией между инженерными службами и цеховым уровнем
Дополнительно необходимо отметить, что не существует типовых методов оптимизации программирования станков по параметрам, позволяющих выбрать наилучший станок или группу станков для выполнения того или иного технологической операции или процесса.
На эти проблемы много раз указывали пользователи различных станков, вовлеченные в процесс стандартизации STEP-NC. Производители оборудования и разработчики программного обеспечения стараются учесть требования пользователей и реализуют некоторые из указанных функций в своей продукции. Однако часто их работа не подчиняется единому стандарту, что, по существующему мнению, может тормозить обновление промышленных систем. Также нельзя не упомянуть о том, что выпускаемое оборудование редко пользуется всеми современными технологиями и в результате производственная база оказывается не такой эффективной и совершенной. С учетом этого изготовители систем программного управления выбрали компромиссный вариант, позволяющий работать как по DIN 66025 (ISO 6983), так и по ISO 14649 (рис. 4).
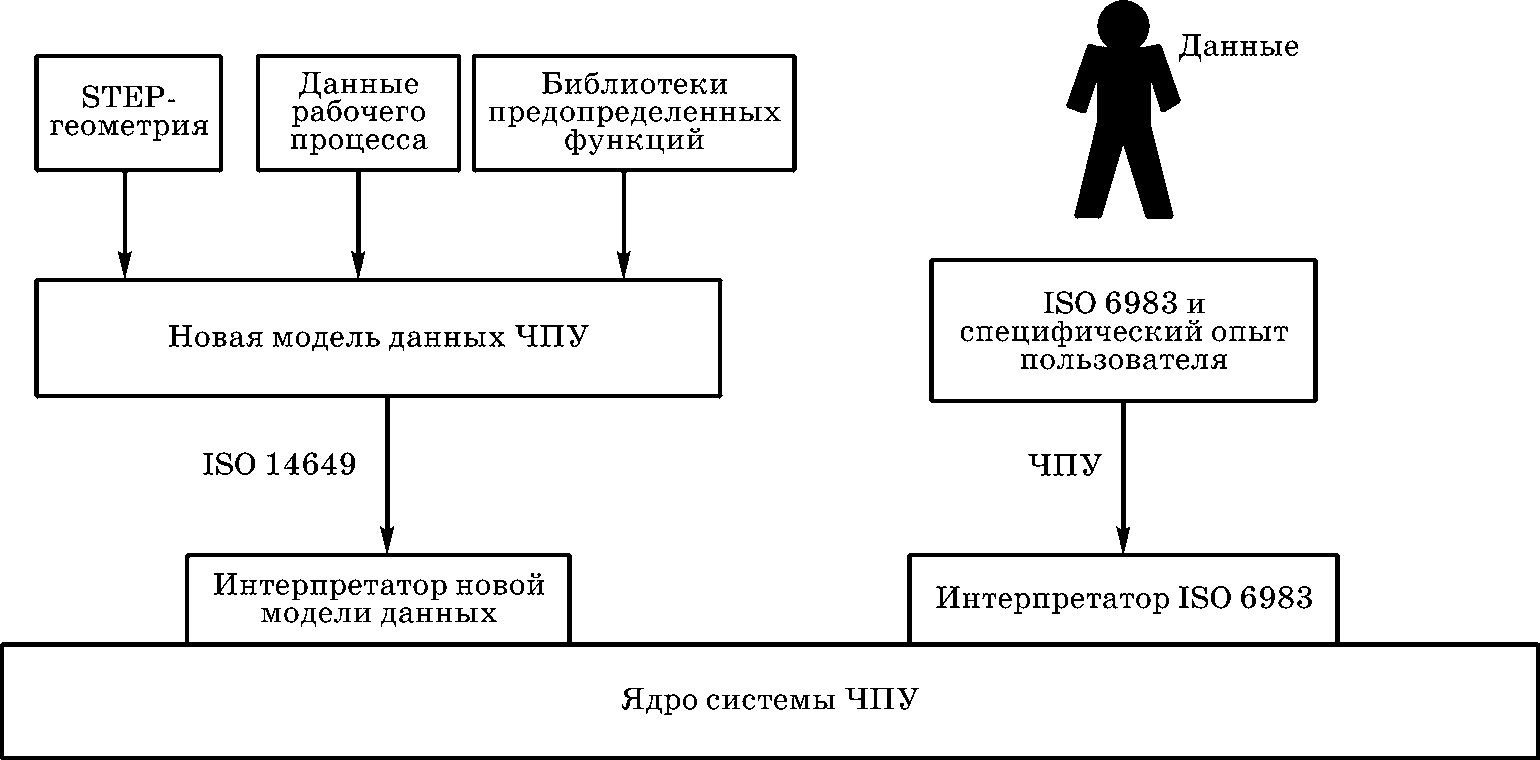
Рис. 4. Смешанная архитектура системы ЧПУ, поддерживающая стандарты DIN 66025 (ISO 6983) и ISO 14649 (STEP-NC)
Все это свидетельствует о том, что кроме совершенствования систем программного управления и методов программирования необходимо заниматься на системной основе и подготовкой технологической информации:
- инструмент, обеспечивающий интенсификацию режимов обработки;
- рекомендации по применению различных конструкций инструмента;
- зависимости для расчета резания;
- зависимости для расчета составляющих усилий резания;
- базы данных по оборудованию с ЧПУ и их технологические возможности, в том числе и в случаях оснащения разными системами управления;
- алгоритмы расчета режимов резания для станков, где в качестве привода главного движения применены электрошпинделя;
- стратегия обработки различных конструктивных элементов деталей на станках с ЧПУ;
- базы данных по применению серийно выпускаемой оснастки для станков с ЧПУ;
- измерительные системы для станков, включая датчики нулевого отсчета и измерительные;
- производственные инструкции по сборке инструментальных наладок и их балансировке;
- технологические регламенты по проверке точности станков с ЧПУ, перепроверки шпиндельной оснастки, особенно оправок и втулок типа HSK и многое другое.
Содержание страницы
- 1. Нулевая точка отсчета и возможные направления перемещений фрезы и заготовки
- 2. Позиционирование нулевой точки в рабочей системе координат станка с ЧПУ
- 3. Настройки в зависимости от длины инструмента
- 4. Программирование в абсолютных и относительных координатах
- 5. Комментарии в УП и карта наладки
1. Нулевая точка отсчета и возможные направления перемещений фрезы и заготовки
Любой вид оборудования, включая станки с ЧПУ, имеют для определения направления перемещения исполнительных устройств координатную систему. При создании управляющей программы (УП) направления и длина передвижения инструмента и заготовки осуществляются в параллельном направлении относительно координатных осей станка. Как это представлено на рис. 1.
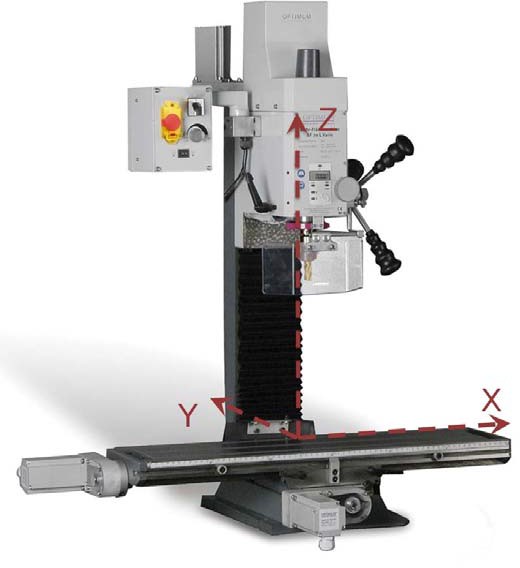
Рис. 1. Параллельное расположение направляющих и оси системы координат
Для всего оборудования с системой ЧПУ принята Правая система координат. Для такой системы все положительные направления осей координат устанавливаются в соответствии с правилами «правой руки», схематично это представлено на рис. 2.
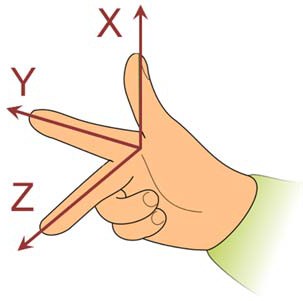
Рис. 2. Пример использования для установления положительных направлений осей системы координат оборудования правила «правой руки»
При этом большой палец показывает положительное направление вдоль оси X, указательный – вдоль оси Y, а средний вдоль оси Z. Положительным направлением вдоль оси Z считают его вертикальное направление, т.е. направление вывода инструмента (фрезы, сверла) из заготовки (рис. 3).
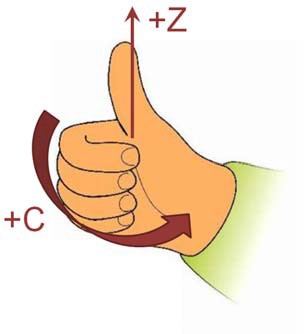
Рис. 3. Пример использования правила «правой руки» для установления положительного направления вращения вокруг этой оси
Таким образом, ось Z является графическим отражением шпинделя оборудования. Практически во всех станках принято, что ось X определяет направление перемещения исполнительного механизма оборудования. Необходимо учитывать, что ось X всегда перпендикулярна оси Z и параллельна плоскости рабочего стола. Соответственно, по правилу «правой руки» при определенных направлениях для осей X и Z определяется направление оси Y и они также указывают на положительные направления движений инструмента относительно станины станка.
Если расположить большой палец правой руки в положительном направлении оси, то остальные согнутые пальцы обозначат положительное направление вращения вокруг этой оси.
Принято, что при разработке управляющей программы (УП) специалист основывается на правиле – заготовка неподвижна, а инструмент совершает относительно нее движение. Конструктивно существуют станки с ЧПУ как с движением инструмента, так и с движением рабочего стола с заготовкой в рабочем режиме. И если не ориентироваться на данное правило, то у программиста возникла бы дилемма: а что находится в движении и самое важное, в какую сторону. Применение этого правила дает возможность системе ЧПУ самостоятельно определять, что и в каком направлении должно перемещаться.
Конструкции, как станины, так и рабочего стола некоторых моделей станков с ЧПУ могут еще дополнительно совершать перемещения по кругу (рис. 4). При этом необходимо понимать, что круговым перемещением является возможность поворота оси шпинделя фрезерного станка. Принято, что перемещения по кругу самого инструмента обозначают латинскими буквами А – вращение вокруг оси X; В – вращение вокруг оси Y и С – вращение вокруг оси Z. Применение правила «правой руки» помогает определить положительное направление вращения относительно рассматриваемой оси, при этом большой палец должен быть расположен по направлению оси.
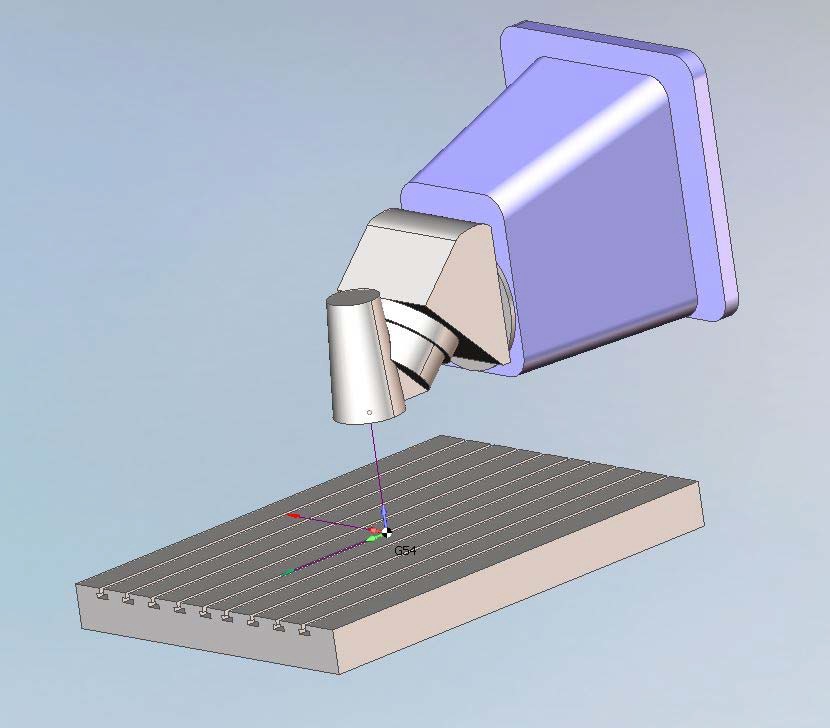
Рис. 4. Такая головка станка обеспечивает возможность поворота вокруг оси
Конструкция станка характеризует расположение базовых точек исполнительных органов. Точка пересечения торца шпинделя фрезерного станка с собственной осью является базовой точкой. Базовой точкой рабочего стола является точка пересечения его диагоналей или один из его углов. Точка расположения исполнительного органа в системе координат станка с ЧПУ или машинной позицией называется нулевой точкой станка относительно его начала координат (рис. 5).
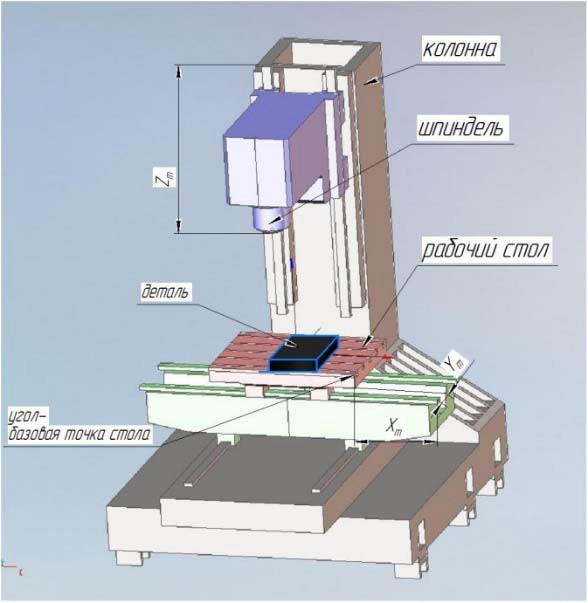
Рис. 5. Величина расстояния от нулевой точки оборудования до основных точек конструктивных элементов станков
На экране информационного устройства стойки ЧПУ станка в процессе его работы для любого момента времени показывается текущее местоположение рабочего стола относительно «нулевой точки станка» по каждой из осей, поэтому в технической документации на управление станком все возможные перемещения рабочих органов показывают величинами перемещений базовых точек. Максимальные изменения координат перемещений рабочих органов характеризуют максимальные размеры обрабатываемых заготовок.
Величины Xm, Ym и Zm характеризующие расстояние от нулевой точки оборудования до основных точек конструктивных элементов станков задают позицию исходного положения.
Нулевая точка станка с ЧПУ устанавливается производителем с использованием концевых выключателей или специальных датчиков. Начало обработки заготовки предусматривает обязательное перемещение исполнительных органов в нулевую точку для синхронизации СЧПУ и самого станка для «обнуления» их машинной позиции, это объяснится необходимостью их координирования для ориентации в пространстве относительно заготовки (рабочего стола).
Передвижение исполнительного органа в нулевую точку сопровождается замыканием контрольного устройства, которое передает СУ ЧПУ электрический сигнал, в результате чего координаты обнуляются, и система становится скоординированной по отношению к рабочему столу. На любом станке с ЧПУ эта процедура является стандартной, и она выполняется в специальном режиме нажатием соответствующей кнопки на панели управления ЧПУ.
2. Позиционирование нулевой точки в рабочей системе координат станка с ЧПУ
Начало обработки каждой новой детали непосредственно связано с необходимостью привязки «нулевой точки» с системой координат станка. Перед этим оператор станка должен «привязать» к расположенной на рабочем столе заготовке систему координат станка (рис. 6). Как правило, рабочую систему координат по осям X и У базируют в одном из углов или центре заготовки, при этом нуль по оси Z это самая верхняя точка поверхности заготовки.
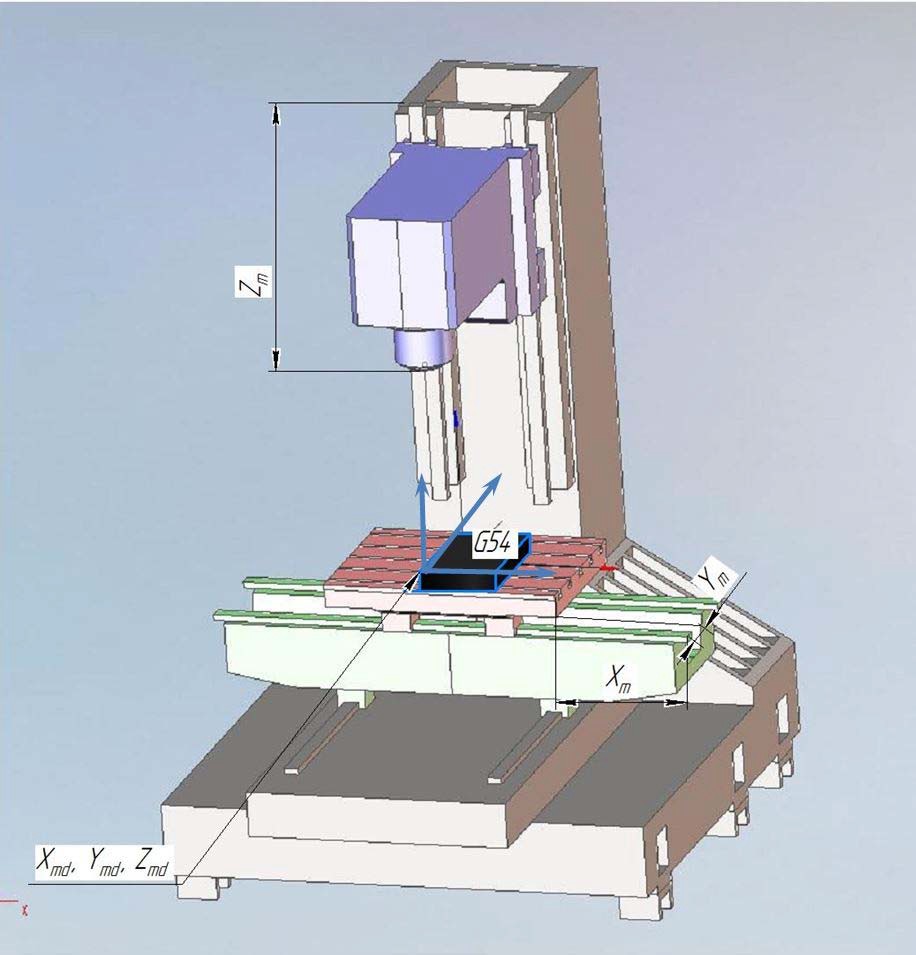
Рис. 6. Автоматическое распознавание угла для привязки всех последующих перемещений
Это позволяет программисту проводить без проблем написание программы, а оператору упрощает задачу «привязки» и контроля всех перемещений инструмента. Задача обработать заготовку. Программист выбрал за нулевую точку по осям X и У нижний левый угол заготовки, а по оси Z – верхнюю плоскость заготовки, завершив оформление программы обработки, передал эти данные по локальной сети оператору станка.
Оператор устанавливает заданную программистом «нулевую точку» в рабочей системе координат в выбранном углу заготовки. Таким образом, рабочая система координат совмещена с системой координат станка. Оператор вводит после этого значения координат по осям в регистры рабочих перемещений в системе ЧПУ.
Рабочим смещением считается расстояние от нуля станка ЧПУ до выбранного нуля заготовки вдоль любой оси. Выбранные координаты вводятся в память системы ЧПУ с использованием клавиш, расположенных на стойке ЧПУ. Так обеспечено совпадение машинных координат и выбранного нуля с учетом величины рабочих смещений. Объем памяти системы ЧПУ рассчитан на фиксирование большого количества рабочих смещений, это обеспечивает возможность использования одной и той же УП для фрезерования всех установленных на рабочем столе заготовок. Что в значительной мере снижает нагрузку на программиста.
Так как система ЧПУ последовательно смещает нулевую точку программы от одной заготовки к другой. Такую возможность можно реализовывать только с использованием соответствующих G-кодов. Принято, что код G54 обозначает первый ноль, G55 – второй, G56 – третий и т. д. В разработанной программе фрезерования можно наблюдать следующую запись кадра:
N20 G21 G54 G90
Понятно, что кадр N20 обозначает начало работы в первой рабочей системе координат G54.
Нулевая точка программы используется для обеспечения необходимой последовательности при любом количестве повторяемости фрезерования заготовок, расположенных на рабочем столе. Написание УП разбивается на два основных этапа. Первый этап – это анализ технологом-программистом конструкторского чертежа или эскиза и технологической документации в виде маршрутных карт или операционных карт с учетом технических возможностей станка с ЧПУ (рис. 7).
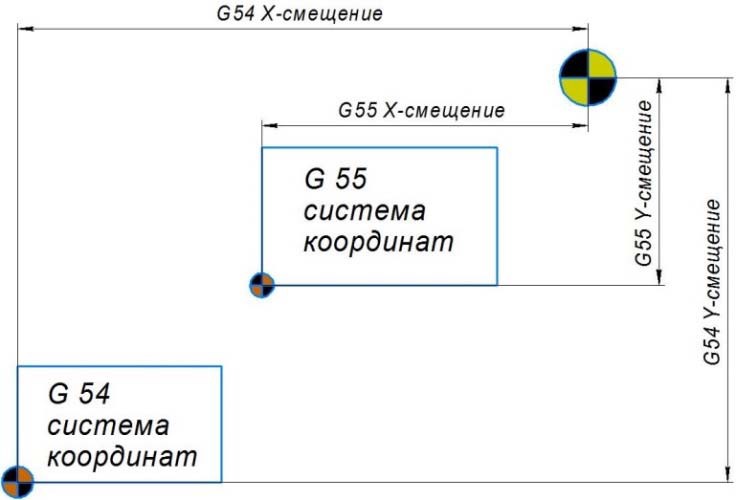
Рис. 7. Современные станки с системой ЧПУ предоставляют возможность работать в нескольких координатных системах
После этого он устанавливает последовательность выполнения технологических операций и маршрутную технологию обработки заготовки, выбирает режущий и вспомогательный инструменты и назначает комплекты конструкторских и технологических и измерительных баз. Второй этап – окончательный расчет траектории движения инструмента в соответствии с заданными опорными точками и собственно оформление УП.
Для назначения координат нулевой точки необходимо использовать следующие правила. Первое – обеспечивать удобство программирования, для этого необходимо расположить заготовку в положительном квадранте системы координат, что упростит сам процесс расчета траектории, так как координаты всех опорных точек заготовки будут иметь положительные значения. Следующее правило, являющееся более важным – нулевая точка должна совпадать с выбранной конструкторской базой детали, т.е. если в конструкторской документации все размеры проставлены от левого верхнего угла детали, то это и должен быть нуль заготовки.
Если размеры указываются от другой конструкторской базы, то нулем следует выбирать координаты этой базы. Если для фиксации заготовки на станке используются тиски, то необходимо учитывать следующую информацию. Тиски имеют две губки – подвижную и неподвижную. Если за нулевую точку поверхности заготовки выбрать поверхность, примыкающую к подвижной губке (рис. 8б), то возможен риск неправильной обработки заготовки, так как размеры заготовок отличаются друг от друга, и поэтому оператор станка для получения корректных размеров вынужден будет каждый раз корректировать нулевую точку.
Этих неприятностей можно избежать, если нулевую точку выбрать на поверхности, которая примыкает к неподвижной губке (рис. 8а), в этом случае координаты нулевой точки не будут изменяться в зависимости от изменения размеров заготовок. Как правило, нулевая точка выбирается уже после обработки чистовых баз, которые обеспечивают не только точное и надежное закрепление заготовки, но и единство координат выбранной нулевой точки.
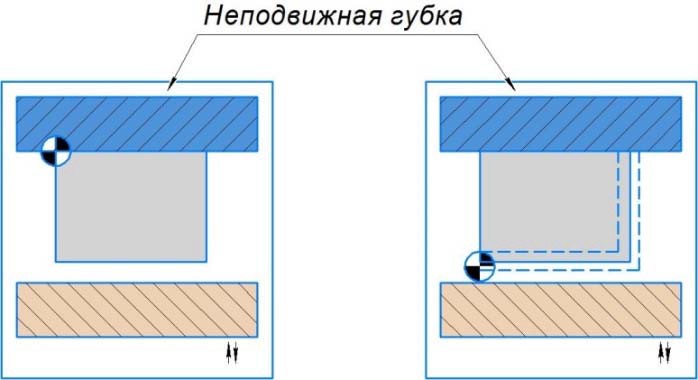
а б
Рис. 8. Возможные варианты размещения «О» точки в зажимном приспособлении, (а и б)
Практически всегда при обработке заготовок необходимо несколько раз их переустанавливать. При этом необходимо соблюдать правило постоянства баз, т.е. использовать только один и тот же комплект баз для обеспечения пространственной формы детали и точности и качества обработки ее поверхностей. Для тел вращения за нулевую выбираются центровые отверстия, а для деталей типа «корпусные детали» один из углов заготовки. Соблюдение правила постоянства баз при необходимости перестановки заготовки при обработке является ОБЯЗАТЕЛЬНЫМ условием обеспечения точности ее обработки.
3. Настройки в зависимости от длины инструмента
При написании УП точка пересечения торца шпинделя и оси вращения формируется запрограммированными координатами в системе координат. Необходимо учитывать, что в исходных координатах шпинделя обработка не осуществляется, так как фрезерование производится режущей кромкой фрезы, которая смещена от базовой точки шпинделя на некоторую величину.
Для необходимой корректировки, необходимо сообщить системе ЧПУ величину смещения по оси X базовой точки (рис. 9). Это обеспечивается следующим образом, оператор измеряет длину каждой из фрез, применяемых при обработке, и полученные количественные значения длин заносятся в соответствующие регистры компенсации длины каждой фрезы.
Если необходимо переместить инструмент длиной 70 мм в Z50, а компенсация длины инструмента не произведена, то произойдет опасное столкновение с деталью.

Рис. 9. Корректировка учета длины инструмента
Поэтому в программе специалист не может указать значение длины фрезы, но он использует «ссылку» на необходимый регистр смещения базовой точки шпинделя с учетом величины длины фрезы, это и является компенсацией длины инструмента в процессе написания программы. На станках с ЧПУ компенсация длины обеспечивается командой с кодом G43, а отменяется соответственно с использованием кодов G49 или НО3. Пример записи для компенсации длины фрезы №3:
N030 G43 НОЗ Z80.
НОЗ указывает на регистр компенсации длины. Использование таких возможностей с компенсацией длины инструмента в значительной мере упрощает процесс программирования и дает возможность оператору, выбирая необходимое значение в регистре компенсации длины, обеспечивать установленных конструктором размеров детали вдоль оси Z.
4. Программирование в абсолютных и относительных координатах
Программирование обработки в абсолютных координатах осуществлялось с отсчетом от постоянного начала координат. Относительный способ программирования характеризуется тем, что за нулевую точку всегда принимается исходное положение исполнительного органа, в котором он находился в начале перемещения к следующей опорной точке при обработке. Необходимо вспомнить УП из главы № 3 для обработки паза. Проведем сравнение значения координат на рис. 10, 11 и в табл. 1.
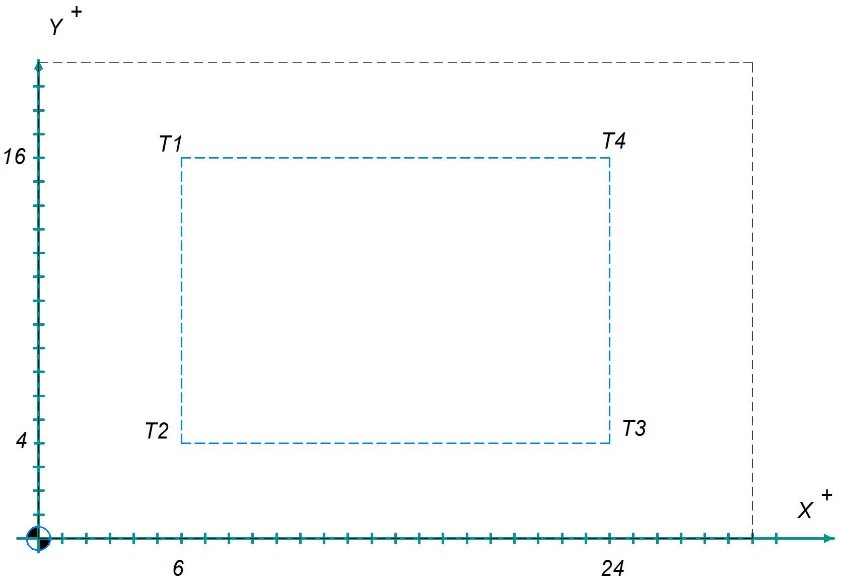
Рис. 10. Отсчет от одного «фиксированного» «0» считается абсолютным способом программирования (G90)
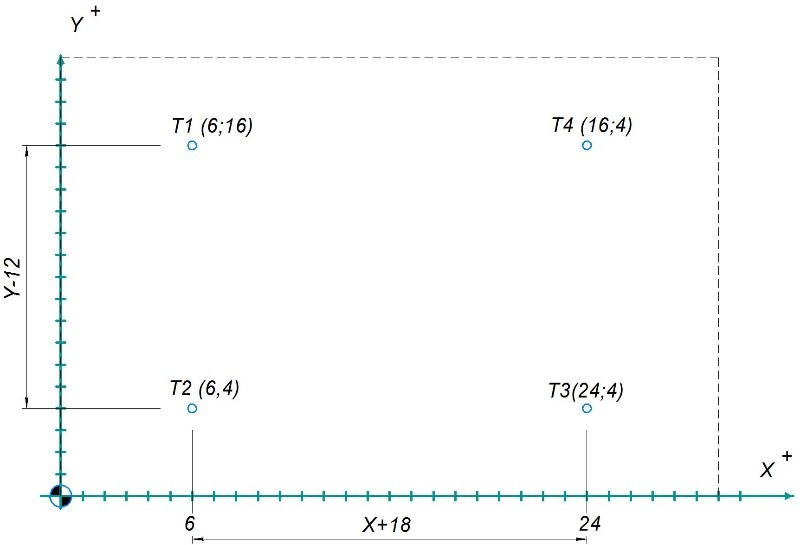
Рис. 11. Программирование относительным способом программирования (G91) заключается в привязке координат контролируемых точек между собой
Таблица 1. Опорные точки паза при абсолютном и относительном программировании
| Точка | Абсолютные координаты | Относительные координаты | ||
| Координата по оси Х | Координата по оси Y | Координата по оси Х | Координата по оси Y | |
| Т1 | 6 | 16 | 6 | 16 |
| Т2 | 6 | 4 | 0 | -12 |
| Т3 | 24 | 4 | 18 | 0 |
| Т4 | 24 | 16 | 0 | 12 |
Координаты точки Т2 отсчитываются от точки Т1, точки Т3 – от Т2, точки Т4 – от Т3.
Из этих примеров видно, как изменятся координаты опорных точек паза и программа обработки при относительном способе программирования.
| Абсолютное программирование | Относительное программирование |
| % % O0001 (PAZ ABS) | O0001 (PAZ INCR) |
| N10 G21 G40 G49 G54 G80 G90 | N10 G21 G40 G49 G54 G80 G91 |
| N20 M06 T01 (FREZA D1) | N20 M06 T01 (FREZA D1) |
| N30 G43 H01 | N30 G43 H01 |
| N40 M03 S1000 | N40 M03 S1000 |
| N50 G00 X3 Y8 | N50 G00 X3 Y8 |
| N60 G00 Z0.5 | N60 G00 Z0.5 |
| N70 G01 Z-1 F25 | N70 G01 Z-1 F25 |
| N80 G01 X3 Y3 | N80 G01 X0 Y-5 |
| N90 G01 X7 Y3 | N90 G01 X4 Y0 |
| N100 G01 X7 Y8 | N100 G01 X0 Y5 |
| N110 G01 Z0.5 | N110 G01 Z0.5 |
| N120 G91 G28 X0 Y0 Z0 | N120 G91 G28 X0 Y0 Z0 |
| N130 M05 | N130 M05 |
| N140 M30 | N140 M30 |
| % | % |
Современные станки с ЧПУ имеют техническую возможность работать и в абсолютных, и в относительных координатах. Переход из одного режима в другой осуществляется с использованием команд G90 абсолютное программирование и G91 относительное программирование. Еще одним недостатком использования относительной системы координат является условие, что появление какой-то координатной ошибки вызывает ошибки у всех последующих перемещений.
5. Комментарии в УП и карта наладки
Если вы работаете постоянно, каждый день создаете хотя бы по одной программе для станка с ЧПУ, то через некоторое время обнаружите, что в вашем компьютере накопилось довольно много рабочих файлов. Практически невозможно запомнить все технологические подробности и нюансы работы с той или иной программой. Оператор станка обязательно должен представлять, что делает конкретная УП, и обладать определенной информацией для настройки станка на работу.
Например, где находится нулевая точка программы, какие режущие инструменты используются. В настоящее время эта информация сохраняется в основном двумя способами: с помощью комментариев в программе и карты наладки. Комментарии представляют собой обычные предложения, при помощи которых программист доводит до оператора станка определенную технологическую информацию. Как правило, в комментариях содержатся следующие данные:
- дата и время создания УП;
- номер чертежа;
- материал заготовки;
- данные о рабочей системе координат;
- размеры инструмента;
- названия технологических операций.
Для того чтобы ввести комментарии в УП, необходимо использовать специальные символы (знаки) программирования. В качестве таких символов для большинства СЧПУ применяются круглые скобки или точка с запятой. Перед символами комментариев не принято ставить номера кадров, если комментарии занимают кадр полностью.
(TOOL #3)
или
TOOL #3
У систем ЧПУ могут существовать различные ограничения на работу с комментариями. Например, некоторые стойки позволяют вводить комментарии длиной только до 32 символов. Учтите, что существуют станки, имеющие полноразмерную клавиатуру, которая позволяет вводить комментарии прямо со стойки ЧПУ, и станки с ограниченной клавиатурой, СЧПУ которых не позволяет вводить и редактировать комментарии. Большинство СЧПУ работают с латинскими буквами, поэтому если вы будете писать комментарии на русском (при помощи ПК), то возможно, что на станке они будут нечитаемыми.
Пример УП с комментариями
%
O0045 (SKOBA)
(MATERIAL – ALUMINUM MM – 2024) (DATE – NOV-14-04)
(TIME – 16:43)
(T2 | FREZA | H2 | D2 | D20.0000mm | | CONTOUR. )
(T4 | SVERLO | H4 | D4 | D10.0000mm | | PECK DRILL.) N100 G00 G17 G21 G40 G49 G80 G90
N102 (FREZEROVANIE) N104 T2 67
N106 M06 (FREZA 20) N108 (MAX | Z100) N110 (MIN | Z-3)
N112 G00 G90 G54 X-76.761 Y-42.321 S2000 M03 N114 G43 H2 Z100
N116 Z10.
N118 G01 Z-3. F250 N120 Y55.302
N122 X81.529
N124 Y-42.321 N126 X-76.761 N128 Z7
N130 G00 Z100 N136 M01
N138 (SVERLENIE) N140 T4
N142 M06 (SVERLO 10) N144 (MAX | Z100) N146 (MIN | Z-5)
N148 G00 G90 G54 X-63.052 Y44.772 S1200 M03
N150 G43 H4 Z100
N152 G98 G83 Z-5. R10. Q2. F45 N154 X-40.798 Y53.25
N156 X8.213 Y47.421 N158 X52.19 Y49.806 N160 G80
N162 M05 N168 G90 N170 M30
%
При работе на станках с ЧПУ могут использоваться следующие виды документации: операционная карта, карта операционных эскизов, карта наладки станка, карта наладки инструмента, расчетно-технологическая карта. В настоящее время многие предприятия используют формальный подход к применению подобной стандартизованной документации, используют карту наладки произвольной формы.
Исходя из этого, можно сказать, что карта наладки – документ, содержащий всю необходимую технологическую информацию для настройки станка на определенную работу, включая эскиз детали и приспособления, описание режущего инструмента, положения нулевой точки программы, режимов и времени обработки. Такая карта наладки помогает вспомнить о том, как нужно обрабатывать ту или иную деталь спустя некоторое время, когда программист и оператор станка с ЧПУ успели позабыть технологические особенности изготовления детали.
Следует отметить, что комментарии в УП и карта наладки не заменяют друг друга, а используются совместно. Карту наладки можно создать при помощи обычного листа бумаги и карандаша. Попробуйте схематично изобразить деталь, нулевую точку и крепежные элементы. Не забудьте записать порядок операций и данные режущего инструмента. Многие CAD/САМ-системы умеют автоматически генерировать карту наладки и инструментальную карту, в которой содержатся подробные сведения о применяемом в данной УП режущем инструменте.
Просмотров: 47
Вместо предисловия
Почти все знаменитые в мире инжиниринговые фирмы имеют свои музеи… И это правильно. Иначе как воздать должное красоте и гению технической мысли. Тем более, что это не шоу и не роль в фильме знаменитого артиста, который при
жизни имеет намного больше всяких наград от общества, чем порою многолетний труд инженера, воплощённый в какой-нибудь прибор, или открытие для человечества, коим оно пользуется на протяжении десятилетий…
Порой для создания таких музеев требуется немалые усилия, чтобы по крупицам, например, воссоздать действующий станок Петровских времен или более ранние экземпляры. Во времена СССР не каждое предприятие могло похвастаться экспортом своего оборудования на «Запад». Но были и такие случае. Поговаривали даже, что японцы с удовольствием покупали наши тяжелые станки. А как они были упакованы ?… Из упаковки делали дорогостоящую мебель, а некоторые станки шли на переплавку для производства знаменитого японского товара.
Отставание по электронике от Японии СССР измерял в годах. Технические статьи пестрели девизами типа, мы по электронике отстаем от Японии на 15 лет… Хотя, когда спрашивали мнение самих японцев по этому поводу, — они отвечали, что по электронике мы от них отстали НАВСЕДА…
Ну а вот железо-то у нас было более-менее, т.к. парк оборудования по сравнению с Японией обновлялся (через 12-20 лет) не так интенсивно как у них (3-5 лет), что в принципе заставляло нас делать хорошее его качество и долговечность…
У меня есть друзья по бывшему Союзу, которые занимаются восстановлением советских станков с ЧПУ. Железо с приводами в основном оставляют родные, а вот контроллеры с управлением от ПК ставят современные. Но есть случае, где пока еще «пашут» восстановленные советсткие станки в первозданном виде.
И вот мне для одного из таких фрезерных пришлось решить одну проблемку. Программирование для него ведется в приращениях (G91), а как написать пост для SolidCAM. Команда вроде бы есть такая:
@relative_mode
gcode = 91
Но это всего-лишь команда для контроллера (как и команда для применения встроенного цикла).
А SolidCAM G-код выдает в абсолютных координатах (G90).
Я «заставил» постпроцессор самому вычислять координаты в приращениях (ниже приведена часть процедуры для прямой в файле .gpp):
@line
var_d=xpos-var_a
var_m=ypos-var_b
var_n=zpos-var_c
{nb}
gcode = 1
if side eq COMP_OFF then
gcode = 40
endif
if change(gcode) then
{‘G’gcode}
else
{»}
endif
if var_d ne 0 then
{[‘ X’var_d:xpos_f]}
endif
if var_m ne 0 then
{[‘ Y’var_m:ypos_f]}
endif
if var_n ne 0 then
{[‘ Z’var_n:zpos_f]}
endif
if only_xyz eq false
if change(feed) then
if feed >=1 and feed<100 then
{[‘ F05’feed]}
endif
else
{»}
endif
if change(feed) then
if feed >=100 and feed<1000 then feed=feed/10
{[‘ F06’feed]}
endif
else
{»}
endif
if change(feed) then
if feed >=1000 then feed=feed/100
{[‘ F07’feed]}
endif
else
{»}
endif
endif
var_a=xpos
var_b=ypos
var_c=zpos
endp
Станочная система координат
Абсолютные и относительные координаты
Все приведенные ранее программные примеры и пояснения основывались на программировании в абсолютных координатах. При абсолютном способе программирования координаты точек отсчитываются от постоянного начала координат. При относительном (инкрементальном) способе отсчета за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке.